
轧机的工作机理是通过轧辊对金属材料施加压力,材料在外力作用下产生应力和应变(即变形)。当应力未超过材料的弹性极限时,产生的变形在外力去除后全部消除,材料恢复原状,这种变形是可逆的弹性变形。当应力超过材料的弹性极限,则产生的变形在外力去除后不能全部恢复,而残留一部分变形,材料不能恢复到原来的形状,这种残留的变形是不可逆的塑性变形。在锻压、轧制、拔制等加工过程中,产生的弹性变形比塑性变形要小得多,通常忽略不计。这类利用塑性变形而使材料成形的加工方法,统称为塑性加工。30573
固态金属是由大量晶粒组成的多晶体,晶粒内的原子按照体心立方、面心立方或紧密751方等方式排列成有规则的空间结构。由于多种原因,晶粒内的原子结构会存在各种缺陷。原子排列的线性参差称为位错。由于位错的存在,晶体在受力后原子容易沿位错线运动,降低晶体的变形抗力。通过位错运动的传递,原子的排列发生滑移和孪晶。滑移使一部分晶粒沿原子排列最紧密的平面和方向滑动,很多原子平面的滑移形成滑移带,很多滑移带集合起来就成为可见的变形。孪晶是晶粒一部分相对于一定的晶面沿一定方向相对移动,这个晶面称为孪晶面。原子移动的距离和孪晶面的距离成正比。两个孪晶面之间的原子排列方向改变,形成孪晶带。滑移和孪晶是低温时晶粒内塑性变形的两种基本方式。论文网
塑性变形变形量的大小,常依变形方式的不同用不同的指标来表示。有的用坯料变形前后截面积的变化表示,有的用某一方向长度的变化表示,扭转时用转角的大小表示。镦粗和压缩的变形量在工程上常用压缩率表示。如坯料原始高H 0,镦粗后高H1(图2),则压下量△H=H 0-H 1,压缩率为
公式1
金属在锻压过程中所能承受的变形量有一定的限值。金属能承受较大的变形量而不破裂的性能称为塑性。金属的塑性可由实验测定(见锻造性能试验)。金属塑性的好坏与化学成分、内部组织结构、变形温度和速度、变形方式等因素有关。纯金属和合金元素低的金属(如铝、紫铜、低碳钢等)塑性好,高合金和含杂质多的金属塑性差。一般金属在低温时塑性差,高温时塑性好。金属的塑性还与变形方式有关,例如在自由锻镦粗时,坯料的周围向外凸出,材料受拉应力,金属的塑性低,容易开裂。挤压时,坯料三向受压,金属的塑性高。在很小的变形下就开裂的金属称为脆性材料,如铸铁。脆性材料通常不宜锻压加工。
变形力 在锻压过程中,坯料内部一般处于三向应力状态。开始塑性变形的应力不是由某一方向的应力单独确定的。用1、2、3代表坯料内任意一点单元体上三个相互垂直方向的主应力(图3),实验表明,如要这个单元体发生塑性变形,则三个主应力所引起的弹性畸变能应达到一定值。它的数学表达式为
公式3
式中Y为金属的变形抗力,由抗拉试验或抗压试验测定。上式表示金属坯料内任意一点开始塑性变形时三个方向主应力所应达到的条件,称为屈服准则。在锻压过程中,坯料内某些面上各点都会发生塑性变形,这时所加的外力称为变形力。
影响变形力P 的主要因素有4个,即
公式2
式中Y为金属的静载变形抗力,它与化学成分、温度、变形过程等有关。低碳钢的变形抗力低,高合金钢的变形抗力高;低温时变形抗力高,高温时变形抗力低;
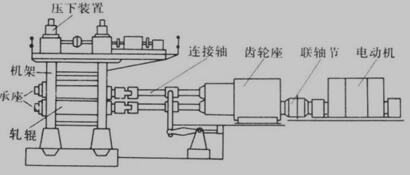
液压式二辊轧机结构示意简图
2.1 国外发展情况 轧机文献综述和参考文献:http://www.751com.cn/wenxian/lunwen_26353.html