
结晶器无极变振幅振动装置在新型连铸生产工艺中,结晶器无极变振幅振动装置采用带有数字波形发生器的结晶器电液伺服振动控制是保证连铸生产质量的关键技术之一。结晶器无极变振幅振动装置国外的应用情况表明,采用连铸结晶器非正弦伺服振动,结晶器无极变振幅振动装置能够有效地减少铸坯与结晶器间的摩擦力,结晶器无极变振幅振动装置从而防止坯壳与结晶器粘结而被拉裂,减小铸坯振痕。结晶器无极变振幅振动装置带有数字波形发生器的结晶器电液伺服振动控制装置和传统的结晶器无极变振幅振动装置结晶器振动装置相比,可以方便地实现结晶器无极变振幅振动装置多种波形振动、实现结晶器无极变振幅振动装置连铸过程监督和实时显示振动波形,并能在线修改结晶器无极变振幅振动装置非振动方式及结晶器无极变振幅振动装置振动频率和幅值等参数,实现结晶器无极变振幅振动装置控制过程的平稳过度。
1.3 结晶器振动规律的演变
结晶器无极变振幅振动装置结晶器振动技术的发展过程来看,结晶器无极变振幅振动装置结晶器振动技术先后经历了结晶器无极变振幅振动装置矩形速度规律、梯形速度规律值到目前应用最广泛的高频振动规律以及近几年更为先进的非正弦振动规律的结晶器无极变振幅振动装置。
结晶器无极变振幅振动装置振动速度随时间的变化规律即为结晶器无极变振幅振动装置振动规律,结晶器无极变振幅振动装置振动规律是结晶器振动技术中最基本的内容。因为从结晶器无极变振幅振动装置振动技术发展的历史过程来看,每当结晶器无极变振幅振动装置采用了一种新的振动规律时,新的结晶器无极变振幅振动装置振动规律都较过去的振动规律更为合理,而且都对铸坯的连续浇注、铸坯的表面质量及结晶器无极变振幅振动装置拉坯速度的提高产生了重大的影响。
1)矩形速度规律
从结晶器无极变振幅振动装置振动技术发展历史来看,结晶器无极变振幅振动装置矩形速度规律是最早出现的一种结晶器结晶器无极变振幅振动装置振动方式,如图2-1中的曲线1所示即为它速度变化规律[3]。其表达式如下:
式中: —结晶器振动频率;
S—振幅;
—拉坯速度;
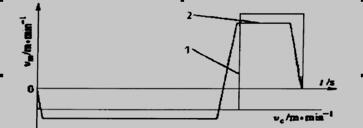
图1-1 矩形振动规律
结晶器无极变振幅振动装置在生产实践证明,结晶器无极变振幅振动装置振动方式对铸坯的脱模是有效的,相比静止不动的结晶器无极变振幅振动装置,这种振动方式大大提高了结晶器无极变振幅振动装置铸坯的表面质量,提高了连铸的生产效率,在早期得到广泛应用。但此种振动方式的存在的缺点是:该振动规律的实现是用凸轮来实现的,但是凸轮的加工制造比较麻烦;为了保证结晶器与铸坯之间速度严格的同步运动,结晶器振动机构与拉坯机构之间要实行严格的电器连锁;结晶器振动速度在上升和下降时的转折点处变化很大,其加速度在理论上等于无穷大。虽然凸轮曲线在上升和下降之间有过渡连接曲线使结晶器振动的加速度达不到无穷大,但是仍然很大。结晶器无极变振幅振动装置铸坯的表面质量和振动系统的正常运转都是不利的结晶器无极变振幅振动装置,结晶器无极变振幅振动装置将对设备产生强大的冲击,因而结晶器无极变振幅振动装置也不能采用高频率振动方式。
2)梯形速度规律
梯形速度规律是在矩形速度规律的基础上进行了一些改进,如图1-1中的曲线2所示即为梯形速度变化规律。梯形速度规律的主要特点是:结晶器在向下振动的过程中有一段较长时间其速度略大于铸坯的拉坯速速,即现在所称的“负滑动运动”。滑动运动可以在结晶器无极变振幅振动装置坯壳中产生压拉压应力,可以使结晶器无极变振幅振动装置里已经断裂的坯壳被压合,并且能够使粘结在结晶器无极变振幅振动装置内壁上的坯壳强制脱模;从图1-1中曲线2可以看出结晶器无极变振幅振动装置振动速度在上升和下降的转折点处,结晶器无极变振幅振动装置变化比较缓和,这将有利于提高结晶器无极变振幅振动装置振动的平稳性。 结晶器无极变振幅偏心振动装置设计(3):http://www.751com.cn/jixie/lunwen_39735.html