
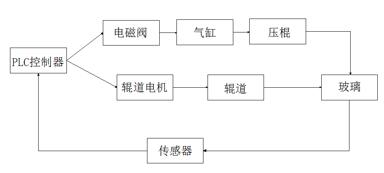
图2-1 系统结构图
掰边动作过程
2.3掰边方式的确定
掰边机的掰边方式大致可以分为4种,一是手动掰边:但本次设计考虑的是自动玻璃掰边,所以不采用手动掰边的方式;二是撞击式掰边:这种掰边的方式采用的是可以上下移动的压轮。放在辊道上的带有裂纹的玻璃与固定在旁边的压轮相撞,促使玻璃的花边落下,完成掰边。这种方式的好处是对于压轮不需要进行控制,只需要控制辊道电机的运动就行了。但是这种掰边方式只对于5-8mm的薄玻璃的效果好,对于本次毕业设计的8-15mm的超厚玻璃的效果非常差。 掰边后会产生豁口,掉角等现象。因此不采用这种方式。三是采用玻璃爬坡:这种掰边方式是在辊道两侧均放置一排支承轮,在支承轮外侧放置一个大于支承轮直径的边轮,使玻璃在通过边轮时出现爬坡的现象,从而在重力的作用下使玻璃边掉落。但是这种方式同样的,只适用于薄玻璃,而且爬坡的高度不容易调整。不适用于本次设计的超厚玻璃。四是压棍掰边:这种掰边方式是利用动力带动压棍冲击玻璃的边部,是玻璃边掉落,完成掰边。这种掰边方式适用于厚板玻璃,本次设计使用的8-15mm的浮法玻璃也同样适用。因此采用压棍掰边。
掰边装置采用压棍的结构的原因是压棍对于玻璃的掰边效果较好,由于压棍掰边使玻璃受到压力由点接触变为线接触,使玻璃受到的冲击力比较均匀,有利于解决玻璃内部应力问题,特别适用于超厚超大规格的玻璃。这种类型的设备可以满足8-15 mm玻璃的各种规格,对其进行稳定的掰边,可以完全满足加工工艺的要求。 超厚玻璃掰边机系统设计+CAXA图纸(3):http://www.751com.cn/jixie/lunwen_47662.html