
25
5.2.1 第一对齿轮传动设计 26
5.2.2 第二对齿轮传动设计 28
结论 30
致谢 31
参考文献 32
1 绪论
1.1 铝塑泡罩包装机概述
铝塑泡罩包装是药品包装的主要形式之一,适用于片剂、胶囊、丸剂等固体制剂药品的机械化包装,在医药领域得到广泛的应用。随着科技的发展和需求的增加,要求包装机器朝着多功能化、模块化、控制智能化及高精度化等方向发展,另外,越来越多的应用机电一体化的高新技术。目前铝塑泡罩包装机采用模块化先进技术,同一机型可有多种结构,选配灵活,可配置多种加料器,更换安装与调整更加方便。我国药品类高速包装机的发展起步较晚,经过多年的仿制、消化、吸收、提高和研发的过程,使我国的药品类包装机有了很大的发展。[11]
铝塑泡罩包装机,以无毒PVC硬片和涂有无毒粘合剂铝箔为包装材料。[1]以泡罩板块形式包装各种形状规格的糖衣、胶囊、素片等粒状药品,采用小直径内加热接触辊式加热器自动、连续地实现PVC硬片加热软化,配以小直径负压型辊式吸泡模辊,该辊把经过加热软化的PVC片通过辊面的吸泡模孔吸出泡罩,同时吸泡模辊与辊式加热器在工作中基本是接触的,短时间停机再开机时不丢泡,降低了废品率。再有因采用辊式加热器,PVC片在吸泡成型时,已全面加热吸泡,使PVC片拉伸均匀,因而可以低温成型,成型后泡壁较厚,在要求同等泡壁厚度条件下,可以采用较薄的PVC硬片,降低了包装成本。铝塑泡罩包装机从原理上分析,采用了平板式成型、压缩空气吹塑成型、热轧辊式热封,泡罩采用PVC、盖箔采用铝箔。PVC从底部送入,经过加热板加热后送入成型区经压缩空气吹塑成型后,再经冷却进入填充区,下料装置将药粒送入泡罩再进入热封辊,经滚压热封后,冷却后打印批号,再进入冲切台,成品经传送带送出。
下面以DPB-250型多功能平板式自动泡罩包装机为例简单阐述中小型自动包装机的工作原理:(1)自动传送物料 该机以电机为动力,通过减速机构自动降速,由气夹自动牵引装置牵引PVC片与铝箔,经左右转接辊、上下送料摆辊与印字滚筒等部件传送,使PVC片与铝箔同时做等距离自动间歇运动。(2)自动吹泡成型 当PVC片自动送至加热箱与成型模时,中导板受凸轮作用上升而紧压PVC片,与此同时经过减压阀减压的压缩空气,通过进气阀定时开启进入成型模,即可使已自动加热至110℃的PVC片立即正压吹泡成型。(3)自动填装药料 当已正压吹泡成型的PVC泡罩片自动送至装料器时,星形自动装料器即可将被包装的药品自动装入泡罩内。此外还有自动印刷文字,自动铝塑热封,自动冲裁计数等[9]。
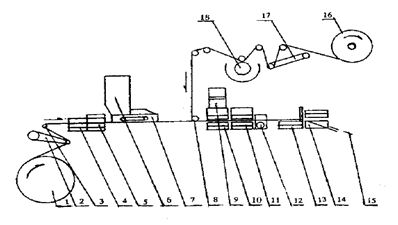
图1-1 自动流水作业示意图
1.2 国内外研究现状
1.3 本论文要完成的内容
铝塑泡罩包装机主要结构有自动上料机构、吸塑滚及其传动机构、槽轮及其传动机构等几大部件组成。本毕业设计要求学生设计铝塑泡罩包装机中的主要部件的结构。包括以下四个方面:1)自动包装机中的上料机构及其传动装置的方案和结构设计;2)自动包装机中的吸塑滚及其传动机构的方案和结构设计;3)自动包装机中的槽轮及其传动机构的方案和结构设计;4)自动包装机的机架及其它部件的设计。技术参数: Solidworks自动包装机的三维设计(2):http://www.751com.cn/jixie/lunwen_65431.html