- 上一篇:AT89S52单片机数控动态特性模拟补偿滤波器设计
- 下一篇:可移动分布式地震资源勘探装置采集车及检波器插置装置设计
1)根据截面形状、精度要求、相对厚度t/D(壁厚/管材外径)、相对弯曲半径R/D(中心层弯曲半径/管材外径)等因素选择相应的加工方法【4】;
2)施加外力或外力矩等方法,使截面畸变和壁厚变化减小;
3)模具简单通用,易于操作;
4)控制成本。
管件弯曲主要有三种分类方法,按是否加热分为冷弯和热弯,按是否填充分为有芯弯曲和无芯弯曲,按弯曲方式分为压弯、推弯、滚弯、绕弯【5】。
1)压弯
压弯是在液压机上利用模具进行弯曲加工,可以加工弯头和带直段的管件,在弯头的工业生产中广泛应用。压弯的示意图如图1.2.1所示。
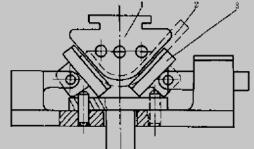
图1.2.1 压弯工艺示意图
1-凸模 2-管坯 2-凹模
2)推弯
推弯是在液压机、压力机或推制机上进行弯曲加工, 推弯工艺主要应用于弯头加工。推弯又可分为型模式冷推弯和芯棒式热推弯两种【6】。前者是常温下把管件压入型模中,形成弯头;后者边加热边推进,使管件轴向径向都发生变形,适用于将小直径管件加工成大直径管件。图1.2.2和1.2.3是冷推弯管装置示意图和芯棒式热推弯管示意图。
图1.2.2 冷推弯管装置示意图
1-压柱 2-导向柱 3-管坯 4弯曲模
图1.2.3 芯棒式热推弯管装置示意图
1—弯头 2—反射加热炉 3—热源 4—牛角芯棒 5—芯杆
6—推板 7—管坯 8—支撑板
3)滚弯
滚弯是利用具有与弯曲件截面形状相同的辊轮进行弯曲加工。通过改变三个辊轮的间隔,可以生产任意曲率半径的弯曲件,适用于弯曲环形件和螺旋件。滚弯示意图如图1.2.4所示。
图1.2.4 滚弯示意图
4)绕弯
绕弯是在弯管机上进行弯曲加工,是冷作加工的主要形式。主要分为无芯绕弯、有芯绕弯和顶压绕弯,调节方便,成本较低,适用于小批量生产。图1.2.5是常用的有芯绕弯示意图。
图1.2.5 有芯绕弯示意图
1.3 金属塑性成形原理
金属在外力作用下进入塑性状态,人民把研究塑性状态下金属的力学行为称为塑性力学。为了简化研究过程,在进行有限元模拟的过程中采用以下基本假设:
(1)连续性假设 即认为变形体是由连续介质组成,不存在任何空隙。这样,应力、应变等物理量的变化在坐标上是连续的。
(2)匀质性假设 变形体内各质点的组织和化学成分都是均匀相同的,各个质点的物理性能相同。
(3)各向同性假设 变形体内各质点在各方向上的物理性能和力学性能均相同,不随坐标的改变而变化。
(4)初应力为零 物体在受外力之前是处于自然平衡状态,即物体变形时内部所产生的应力仅是由外力引起的。
(5)体积力为零 体积力如重力、磁力、惯性力等与面力相比可忽略不计。
(6)体积不变假设 物体在塑性变形前后体积不变。
1.4 发动机托架
发动机托架是汽车底盘的重要组成部分,具有文持车身稳定、减震的作用。多为空间弯曲轴线的空心变截面构件,截面形状以矩形、梯形和长椭圆形为主,且沿零件轴线截面周长变化。传统的冲压焊接工艺,是将发动机托架分块冲压成形,再焊接成整体;利用液压成形工艺只需通过预弯曲和高压成形两个工序完成。节省时间和工序,两种不同工艺加工的发动机托架如图1.4.1所示。本文采用液压成形工艺加工发动机托架,主要有两个工序:预弯曲,是将直管预弯曲成二文轴线的U形管;高压成形,是将圆形截面涨形成矩形截面。
-
发动机润滑油对汽车NVH性能的影响研究
-
基于示功图的自由活塞发动机燃烧过程分析
-
基于热力学模型的发动机转矩波动仿真研究
-
单室多推力固体火箭发动机设计
-
某固体火箭发动机装药结构完整性分析
-
ABAQUS57mm机载火箭发射架结构反设计
-
122mm双脉冲固体火箭发动机设计
当代大学生慈善意识研究+文献综述
杂拟谷盗体内共生菌沃尔...
河岸冲刷和泥沙淤积的监测国内外研究现状
中考体育项目与体育教学合理结合的研究
酸性水汽提装置总汽提塔设计+CAD图纸
乳业同业并购式全产业链...
java+mysql车辆管理系统的设计+源代码
大众媒体对公共政策制定的影响
十二层带中心支撑钢结构...
电站锅炉暖风器设计任务书