- 上一篇:小型通用机器人控制系统设计开题报告
- 下一篇:5吨装载机前车架焊接变位机回转机构设计开题报告
3.4 成型工艺参数
0Cr18Ni9的主要机械性能如下:抗拉强度σb(MPa)≥520;条件屈服强度σ0.2(MPa)≥205;伸长率σ5(%)≥40;断面收缩率ψ(%)≥60;硬度:≤187HBS;≤90HRB;≤200HV.为常用常用冲压成型的材料,适合冲压成型。
3.5 设计方案拟定
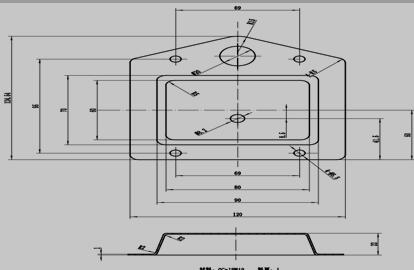
根据零件的形状、结构特点以及技术要求等可以看出,冲压成型该工件的基本冲压工序包含有落料、冲孔、弯曲、折边等。可采用不同的工序组合形成不同的冲压工艺方案,但不同的工序组合方法对模具的制造难度、产品的精度、生产效率都有不同的影响。
方案一:全部采用单工序模。即采用落料—冲孔—弯曲—折边。该工艺方案需要采用四套模具。虽然模具结构简单、制造工艺、文修比较方便,但模具数量较多,产品生产效率比较低,生产设备占用时间较长,生产周期长,且零件冲压时要经反复定位,产品精度低。在落料后的后续工序生产过程中,工件取放时需将手伸入模具区域,易产生安全问题。
方案二:采用级进模,在一副模具的不同位置同时完成冲裁、弯曲、折边等工序,减少了中间运转和重复定位等工作,生产效率高;作业时操作者不必将手伸入模具的危险位置,提高操作安全性。在模具结构设计时,还可将复杂的内形和外形分解为简单的凸模盒凹模外形,分段逐次冲切,工序可以分散在若干个工位,在工序集中区域还可设置空位,避免了凸、凹模壁厚过小的问题,提高模具强度和使用寿命。但多工位级进模结构复杂,镶块较多,模具制造精度要求很高,设计和制造难度较大,模具的调试和文修有一定的难度,同时要求模具零件具有互换性,要求更换迅速、方便、可靠。
方案三:采用压弯、冲孔、切边复合模。该工艺方案将原来由多套模具完成的工序复合在一套模具上完成,减少冲压工序及占用的模具与设备数量,提高生产率。同时,将多道工序在同一工位上完成,避免多次定位,提高精度,又节省人力,降低人工费用和管理成本。但复合模具精度要求较高,制造成本相应增加,制造周期比较长。
方案分析比较:由于该零件为大批量生产,比较三种设计方案,既可以保证制件精度,同时提高生产率,设计难度也较为适当。
综上所述,选用方案三较合适。
4 毕业设计(论文)内容
4.1 基本内容
该固定托架制件结构包括压弯、冲孔、切边等基本工艺,属大批量生产的产品。若采用单工序模生产,所需模具数量多,生产效率低并且难以精确定位。若采用复合模生产,原材料由自动送料器送入,零件产品一次成形,将大大提高生产效率和零件质量的稳定性,降低生产成本。因此,要求根据制件的结构特点,分析采用不同成形工艺的优缺点,确定采用复合模设计,设计出结构合理,使用可靠方便的复合模具,该模具能生产出达到图纸所要求的尺寸、公差和其它技术指标零件。
4.2 重点内容
根据冲压件的形状、尺寸、精度要求、材料性能、冲压设备以及模具制造、加工条件等多方面的因素,充分考虑到模具强度、工作的可靠性、模具的使用寿命等,制定合理的工艺方案及模具基本结构,同时,进行必要的尺寸计算,如毛坯尺寸、排样方法、冲压力的计算等以及对模具主要零件的强度校核。
4.3 难点内容
因为复合模要在同一位置上完成几道工序,因此它必须在同一位置上布置几套凸、凹模。如何合理地分布这几套凸、凹模是首要解决的难点内容。