
刀库及自动换刀装置控制系统的稳定运行对加工中心有重要意义.在分析盘式刀库运动原理及机械手具体换刀过程的基础上,完成了基于PLC和上位机的刀库及自动换刀装置的控制系统的设计与开发.利用PLC实现了对刀库运动、自动选刀、刀套翻转以及机械手换刀的控制;上位机能够实现对自动换刀装置换刀过程进行实时监控以及对刀库运行进行模拟和相关参数设置,通过多套PLC控制程序,控制刀库及自动换刀装置不同的运动过程等操作.将PLC、上位机及其它电气元件集中于控制柜中,保证控制系统和加工中心的稳定运行.经实验证明,该控制系统性能稳定、控制精确、操作简单、监控方便,具有良好的实用价值.35317
凭借加工中心对刀库的要求(刀库主要参数),重点论述了加工中心直取式盘式刀库的设计机理及结构,特别是对刀夹结构和锁刀机构进行了结构分析,解决了换刀时常常出现的掉刀现象,并通过实际应用,验证了设计的合理性和正确性,达到了替代进口及提升国产化率的目的。论文网
根据刀库所需要的容量和取刀方式,可以将刀库设计成多种形式。图1列出了常用的几种刀库。图1 是但盘式刀库,为适应机床主轴的布局,刀库的刀具轴线可以按不同的方向配置,图1d是刀具可作 翻转的圆盘刀库,采用这种结构能够简化取刀动作。单盘式刀库的结构简单,取刀也较为方便,因此应用最为广泛。但由于圆盘尺寸受限制,刀库的容量较小(通常装 把刀)。
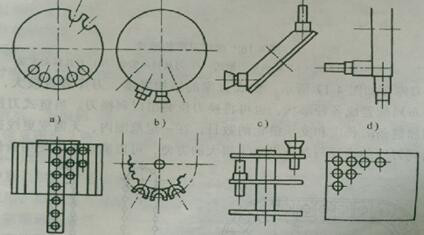
图1刀库的形式
a)轴向式 b)径向式 c)斜向式 d)刀具翻转式 e)鼓筒弹夹式
f)链式 g)多盘式 h)格子式
当需要存放更多数量的刀具时,可以采用图1-3 形式的刀库,它们充分利用了机床周围的有效空间,且刀库的外形尺寸又不致过于庞大。图1-3e是鼓筒弹夹式刀库,其结构十分紧凑,在相同的空间内,它的刀库容量较大,但选刀和取刀的动作较复杂。图1-3f是链式刀库,其结构有较大的灵活性,存放刀具的数量也较多,选刀和取刀动作十分简单。当链条较长时,可以增加支撑链轮的数目,使链条折迭回绕,提高了空间利用率。图1-3g和1-3h分别为多盘式和格子式刀库,它们虽然也具有结构紧凑的特点,但选刀和取刀动作复杂,较少应用。
加工中心上普遍采用的刀库是盘式刀库和链式刀库。密集型的固定刀库目前于用于FMS中的集中供刀系统。
盘式刀库结构简单,应用较多。由于刀具环形排列,空间利用率低。因此出现了将刀具在盘中采用双环或多环排列,以增加空间的利用率。但这样一来使刀库的外径过大,转动惯量也很大,选刀时间也较长。因此,盘式刀库一般适用于刀具容量较少的刀库。
盘式刀库的形式
a)径向取刀形式 b)轴向取刀形式 c)刀具径向安装 d)刀具斜向安装
换刀过程
刀库位于立柱左侧,其中刀库的安装
方向与主轴轴线垂直,换刀前应改变在换刀位置的刀具轴线方向,使之与主轴轴线平行。某工序加工完毕,主轴定向后,可由自动换刀装置换刀,如图1-6所示。
(1)刀套下翻 换刀前,刀库2转动,将待换刀具5送到换刀位置。换刀时,带有刀具5的刀套4下翻 ,使刀具轴线与主轴轴线平行。
(2)机械手抓刀 机械手1从原始位置顺时针旋转 (K向观察),两手爪分别抓住刀库上和主轴3上的刀具。
(3)刀具松开 主轴内的刀具自动夹紧机构松开刀具。 刀库及自动换刀装置控制系统文献综述和参考文献:http://www.751com.cn/wenxian/lunwen_33199.html