
激光+MIG复合焊接技术概况通过1.3节的分析可知,激光+MIG复合焊接工艺在对厚板,特别是对一些反射率比较高的有色金属如铝和铜等的焊接上具有很大优势[ ]。
一般来讲,激光与电弧联合应用有两种形式[ ],如图1-3所示。图1-3(a)所示为沿焊接方向,激光与电弧以一定距离前后直线排布,两者之间分离,不存在相互作用,而形成所谓激光+电弧级联焊接的方式。这种排布的形式主要是利用电弧的预热或后热改善材料对激光能量的吸收率和焊缝成形、组织和性能。图1-3(b)所示为激光与电弧作用在同一区域,激光与电弧之间存在相互作用,即激光-电弧复合热源焊接的形式[ ]。本试验中的热源间距为2mm,有复合的作用。理论上复合热源焊接可以分为同轴复合热源焊接系统和旁轴复合热源焊接系统。由于存在送丝和熔滴过渡等问题,激光与MIG电弧的复合大都采用旁轴复合方式[ ]。67688
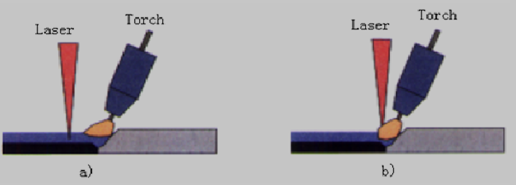
图1-3 激光与电弧联合焊接方式
a) 激光与电弧分离 b) 激光与电弧复合
有效的热输入取决于主要热源和接头的几何尺寸,当激光束定位于电弧中心与熔滴过渡点之间时,激光与电弧的协同效应达到最大[13]。
激光+MIG复合焊接技术的广泛应用并不局限于铝及铝合金的焊接,其他材料也可以同样适用。华中科技大学的王治宇以普通碳钢为试材进行了堆焊试验,对焊缝的横断面几何形貌进行了测定,结果显示,复合焊较激光和电弧焊的熔深、熔宽增加,焊缝成型更美观,且复合激光功率越大,作用效果越明显[11]。机械科学研究院哈尔滨焊接研究所的雷振等提出了大光斑激光+MIG复合热源焊接异种金属的方法,利用该方法实现了5A02铝合金板与镀锌钢板的熔-钎焊接[ ]。
2 铝合金激光+MIG复合焊接研究现状
国外已有很多研究机构开始把铝合金的激光+MIG复合热源焊接作为重点研究项目。论文网
T.SHIDA 和M.Hirokawa[ ]采用10kW CO2 激光器与TIG(AC)和MIG(DECP)对A5083 铝合金进行了焊接试验。结果发现没有气孔和缩孔出现,咬边现象也明显减小。
意大利的G.Campana等[ ]重点研究了焊接时所用保护气体对铝合金激光+MIG复合焊接的影响。
日本的K. Shibata[ ]等使用2kW和3kW的Nd:YAG连续激光器和一个MIG焊机作为复合热源来实现对2.0mm厚的铝合金板的搭接接头和角接接头的焊接。研究表明,激光+MIG复合焊接在角接接头中以较高的焊接速度焊接时能有较大的间隙容许度;但是,在焊接搭接接头时没有这样的优势。MIG焊的能量仅仅对扩大焊缝宽度起作用;焊缝熔深与单激光焊接时所能达到的相同。
到目前为止,国内也已经有很多公司和研究单位在进行复合焊的工业应用研究,主要有Laser-TIG复合、Laser-MIG复合、激光-等离子复合等三种形式[ ]。但是由于国内激光-电弧复合焊还处于研究阶段,因此对其的工程应用报道还很少。
中国兵器科学研究院和浙江工业大学[ ]共同以10mm厚的5052铝合金为研究对象,研究CO2激光-MIG复合焊接工艺参数对其焊缝成形的影响规律;清华大学机械工程系雷祥等[ ]采用CO2激光-MIG复合焊焊接2.5mm厚的6005A铝合金板,基于正交试验方法研究了焊接工艺参数对焊缝成形的影响;华中科技大学严军等[ ]对8 mm厚2A12铝合金板进行CO2激光-MIG复合焊接,主要讨论了焊接电压和焊接速度对焊缝几何参数的影响,并研究接头显微组织和力学性能;钢铁研究总院结构材料研究所许良红等[10]以20mm厚的高强铝合金2519-T87为研究对象,研究了激光-MIG复合焊接工艺的工艺参数、坡口形貌以及热处理制度对高强铝合金的平板对接接头的抗拉强度的影响;上海交通大学焊接研究所芦凤桂等[ ]研究轻量化轿车用3A21铝合金MIG+激光复合焊接工艺,探讨工艺参数对焊缝成型的影响规律及激光与电弧的复合作用。 激光+MIG复合焊接技术应用的研究现状:http://www.751com.cn/yanjiu/lunwen_75956.html