
常用的传统接触式测量方法有卡尺测量法、锥棒测量法、柔性尺测量法、改装百分表测量法,非接触式测量主要采用大型投影仪、工具显微镜、断面自动测量仪以及截面切片投影等。由于密封圈材料具有弹性,测量力将使其产生变形,因此,接触式测量方法的测量精度不高,测量效率较低。非接触式测量能克服测量力的影响,但上述四种非接触测量方法中,投影仪或工具显微镜测量时,由于O形圈或星形圈的自由状态与正圆形有一定的差异,所以只测一条直径会产生较大误差,通常要测三条以上不同方向的直径然后取平均值,这样使得测量过程人工干预较多,测量效率低,测量结果易受主观因素影响,且受量程限制无法测量规格较大的O形圈或星形圈;断面自动测量[19]仪测量成本高;切片投影法属于破坏性测量[15],只能用于抽检截面尺寸。至于表面缺陷,通常用目测,发现问题后用工具显微镜或投影仪复查,这在大批量检测情况下,眼睛容易疲劳,工作强度大,且检测效率低。
近年来,随着视觉图像技术[1]的发展,利用机器视觉技术构建专用检测系统,成为工业检测领域的一种革新手段。机器视觉测量具有非接触、信息量丰富、容易实现自动化和智能化等特点[24],比较适合密封圈这类弹性体的测量与检测。利用视觉图像技术的非接触性,测量过程中,密封圈不产生弹性变形,测量结果可靠;利用其放大特性,可对密封圈的表面缺陷进行放大显示,解除人眼直接观测时的视疲劳问题。此外,利用视觉图像技术还可以对测量与检测过程进行深度开发,构建专用的自动检测系统,实现全自动智能化测量与检测。
依据测量尺寸大小和测量方法的不同,与密封圈尺寸测量和表面缺陷检测相关的视觉测量技术主要可分为四大类:基于单幅图像处理的视觉测量;与坐标测量系统集成的视觉测量;基于图像拼接技术的视觉测量;基于序列局部图像尺寸特征的视觉测量。
1.2 课题研究意义
航天用密封圈由于其特殊且苛刻的工作环境,决定了其必须具有相当好的密封性,而要达到这种要求,则必须保证密封圈的几何特征精度达到航天用的高标准,具体而言就是密封圈的尺寸特征必须达到标准以及密封圈的表面缺陷必须控制在规定范围以内。本文结合先进的机器视觉[18]检测系统,利用其自动化、智能化以及高精度的特点,可以实现对大型特制航天用密封圈的高精度[23]检测,也可以实现对中小型批量生产的航天用密封圈的高速度、高精度检测。同时,由于其测量方式属于非接触式测量,所以在测量过程中不会使航天用密封圈产生变形或者造成损伤。
1.3 课题研究内容
课题主要研究基于视觉图像技术的密封圈尺寸测量与表面缺陷检测技术,测量和检测的对象为O形密封圈(简称O形圈)和X形密封圈(也称星形圈)[14],其截面形状和几何参数分别如图1.1所示。
O形圈的检测项目有3项:内径d1(inside diameter)、截面直径d2(cross-section diameter)及表面缺陷;表面缺陷主要包括:错位(off-register)、错配(mismatch),组合飞边(combined flash),开模缩裂(back rind),过度修边(excessive trimming),流痕(flow mark),缺胶(non-fill)和凹痕(indentation)。表面缺陷的类型描述及其要达到的技术指标参表1.1。
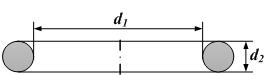
图1.1 O形圈截面尺寸
表1.1 检测指标(CS级密封圈表面缺陷尺寸的极限值 单位为mm)
为实现密封圈尺寸的测量和表面缺陷的检测,研究内容如下: 基于机器视觉航天用密封圈的自动测量与检测(2):http://www.751com.cn/zidonghua/lunwen_12362.html