
精整
↓
包装
2.2.2 连续退火机组的工艺流程
连续退火机组由入口段、工艺段和出口段三部分组成。
钢卷准备 →1#(2#) 开卷机→ 五辊矫直机 → 激光焊机→ 月牙剪→ 1#张紧辊 → 热碱洗槽→1#刷洗槽 → 电解清洗槽 → 2#刷洗槽 → 热水漂洗槽→ 1#烘干机 →2#烘干机 →1#纠偏辊 →2#张紧辊 → 入口活套 → 2#纠偏辊 → 3#纠偏辊 → 3#张紧辊 → 预热室 → 加热室 → 均热室→ 缓冷室 → 快冷室 → 1#过时效室 → 2#过时效室 → 2次冷却室 → 4#纠偏辊 → 4#张紧辊 →光整机 → 拉矫机 → 5#张紧辊 → 5#纠偏辊→ 出口活套 → 6#纠偏辊 → 6#张紧辊 → 1#圆盘剪→ 2#圆盘剪 → 7#张紧辊 → 出口飞剪 → 1#(2#)卷取机 → 出口运输链
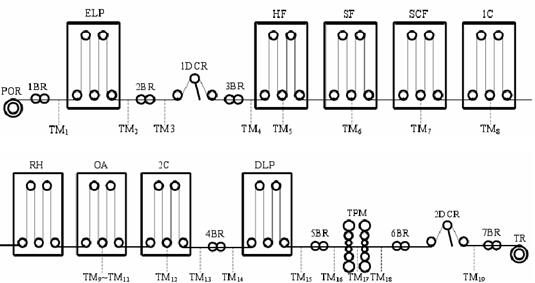
图2.1 连续退火机组工艺流程图
具体工艺流程如下:
原料钢卷在原料存储车间经人工检查确认后,由吊车运送到上卷鞍座上,2#运卷车从鞍座上托起钢卷送至 2#开卷机前进行上卷。上卷完成后开卷机外支撑托起,运卷车开始下降,并返回到承卷位置处,等待下一个钢卷。钢卷安放在 2#开卷机卷筒上之后,开卷机卷筒开始涨开,撑紧钢卷内径,同时压辊压紧钢卷。然后,2#开卷机的卷筒开始转动。带钢头送至入口剪,切除带钢头部不合格的部分及头尾部超差部分。切头废料收集在废料箱内。切头后的带钢在汇聚夹送辊前等待与上一个钢卷的带尾进行焊接。
2#开卷机上卷时,1#开卷机正在运行,当钢卷的带尾在 1#开卷机卷筒上还剩少量长度时,机组入口段开始降速运行,钢卷带尾将要脱离卷筒时 1#张力辊的压辊压下。当钢卷带尾接近入口剪前时,机组入口段停车,入口剪将带钢尾部切除。带钢切尾后以穿带速度运行至焊机处与 2#开卷机准备好的带钢头部焊接。机组头部设有二台开卷机、一台入口双层剪,一台开卷机工作时另一台开卷机作上料准备。
焊接完成之后,机组入口段开始升速,带钢以高于机组工艺段的速度经张紧装置进入清洗段。清洗段布置了碱液浸没装置、碱液刷洗装置、电解清洗装置、热水刷洗装置、热水漂洗装置及热风干燥装置。而后经过张紧装置、纠偏装置进入入口活套。离开活套后带钢经过纠偏装置、张紧装置进入退火炉。
带钢进入连续退火炉后,首先在预热段预热带钢,然后进入辐射管加热段加热到再结晶温度,随后在均热段均热带钢,在晶相转变的同时,晶粒细化和成长,经过缓冷、快冷段后,带钢冷却到过时效温度,C、N 固溶体过饱和。然后进行 C、N 固溶体的部分析出,这一过程在过时效处理段完成,经过终冷出炉后,完全退火的带钢既改善了加工性能,又保证了金属加工后的结构稳定性。 连续退火机组带钢张力控制研究(5):http://www.751com.cn/zidonghua/lunwen_13255.html