
26
5.4 比值液位的自动选择性控制系统设计 28
6 设计中遇到的问题及解决 31
结论 32
致谢 33
参考文献 34
1 绪论
1.1 课题研究背景及意义
过程控制通常是指石油、冶金、化工、造纸、建材、核能等工业生产中连续的或按一定周期程序进行的生产过程自动控制,它是自动化技术的重要组成部分[1]。当前,过程控制发展的主要趋势可以总结如下:生产装置融入先进的过程控制(AdvancedProcessControl,简称APC)技术,日益关注过程优化和故障检测与诊断技术,日益开放的集散控制系统或将形成国际统一标准以及综合自动化系统[2]。论文网
自动选择性控制策略(或称超驰控制策略),是指在原(简单)回路控制策略的基础上增加一个或多个选择器或逻辑开关,它的提出主要是为了实现工业生产过程的软保护[3]。如在锅炉燃烧过程中,从节能减排的角度考虑,要求燃料流量与空气流量按照一定的比例进行(充分)燃烧,同时,又希望该过程可以根据用户需求状况以及原料供应情况的不同自动地按照一定逻辑提降燃料和空气(或其它助燃剂)流量,研究人员就在原比值控制系统的基础上增加了两个选择器构成了一个具有逻辑选择功能的比值控制系统[4]。
1.2 比值控制系统介绍
1.2.1 比值控制系统简介
在现代工业生产过程中,经常遇到工艺要求两种或多种物料的流量成一定的比例关系的问题[5]。一旦比例失调就会影响生产,影响产品质量、浪费原料、消耗动力、污染环境甚至导致生产事故的发生[6]。凡使两种或以上物料符合一定比例关系的控制系统,称为比值控制系统[7]。
1.2.2 比值控制系统的类型
(1)开环比值控制系统
开环比值控制系统是最简单的比值控制方案,其原理图与方框图分别如图1.1、图1.2所示。
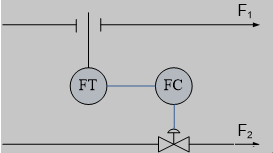
图1.1 开环控制原理图
图1.2 开环比值控制方框图
开环比值控制系统对副流量本身无抗干扰能力,两种物料的实际比值较难保持不变,所以开环比值控制只能适用于副流量较平稳且比值要求不高的场合,生产上很少采用。
(2)单闭环比值控制系统
单闭环比值控制系统在开环比值控制系统的基础上加一个副流量的闭环控制系统。 在稳定状态下,主、副流量满足工艺要求的比值,其原理图和方框图如图1.3和图1.4所示。
图1.3 单闭环比值控制系统原理图
图1.4 单闭环比值控制系统方框图
单闭环比值控制系统的优点是它不但能实现副流量跟随主流量的变化而变化,而且可以克服副流量本身干扰对比值的影响,因此主副流量的比值较为精确。它结构形式较简单,实施起来亦较方便,所以得到广泛的应用,尤其适用于主物料在工艺上不允许进行控制的场合。
单闭环比值控制系统虽然两物料比值一定,但由于主流量是不受控制的,所以总物料是不固定的,这对于负荷变化幅度大,物料又直接去化学反应器的场合是不适合的。此外,这种方案对于严格要求动态比值的场合也是不适应的。
(3)双闭环比值控制系统
为了克服单闭环比值控制系统对主流量不受控制所引起的不足,在单闭环比值控制系统的基础上,提出了双闭环比值控制系统。双闭环的原理图和方框图如图1.5和图1.6所示。 PLC基于CS4000实验装置的选择性控制系统设计(2):http://www.751com.cn/zidonghua/lunwen_72772.html