
(2) 双轴转台
可以定义一个摆动转台绕X轴或Y轴旋转的分别为A轴或B轴。回转倾斜的工作范围视产品而定。摆动转台中间还设有一个回转台,它是环绕Z轴旋转,可以定义为C轴。C轴可以是360°回转。这样通过A轴(或B轴)与C轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以被主轴加工。这样又可以把工件细分成任意角度,加工出倾斜面,倾斜孔等。A轴(或B轴)和C轴与XYZ三直线轴实现联动,就可以加工出复杂的空间曲面。这种结构形式是两个回转轴都作用于工件上,其优点是主轴的结构比较简单,主轴刚度非常好,是机床实现高精度及高稳定性,且制造成本比较低。
(3) 单轴摆动铣头和单轴转台
在主轴端带有可定义环绕X轴旋转的A轴或环绕Y轴旋转的B轴,旋转的范围一般可待正负100°以上。而在工作台上还带有一个可以环绕Z轴360°旋转的转台,可以定义为C轴。这中结构形式是一个回转轴作用于刀具上,而另一个作用于工件上。其优点是就是主轴加工比较灵活,固定在工作台上的工件除了底面之外,其余五个面都可以被主轴加工。这样又可以把工件细分成任意角度,可以加工出倾斜面,倾斜孔等。这种结构比较适用对模具高精度曲面加工。
2.1.1 五轴联动数控机床国外研究现状
2.1.2 五轴联动数控机床国内研究现状
2.2 高速铣削加工技术
高速铣削加工是提高生产率的众多途径之一。为了提高数控加工的效率,目前国外许多飞机厂和发动机厂已采用高速铣削加工来制造航空零部件,如长的铝合金零件、薄层腹板件、模具、钛合金零件等。我们所指高速加工是高速主轴、高速进给和先进的控制软件。目前,国外在高速铣削加工方面除了进行工艺研究外,还着重开展了研制、发展和提供能够适应于高速铣削加工用的高质量、高性能、高可靠性的加工设备和装置。与高速铣削加工设备和装置相关的新技术包括:机床结构改进、主轴结构改进、坐标轴驱动技术、导轨设计、刀具材料研究、刀具夹持装置、冷却处理技术、精密位置测量技术、排屑技术以及能适应于高速铣削加工设备控制的CNC控制系统及软件等。
高速铣削的核心是速度与精度,由于刀具材料、工件材料和加工工艺的多样性,对高速铣削不可能用一个确定的速度指标来定义。对于铣刀等回转刀具,通常以刀具或主轴的转速作为衡量标准,根据不同的刀具直径,现阶段一般把转速10000r/min以上视为高速铣削。因为在这个转速范围以上,对刀具材料、结构、装夹以及机床的主轴、结构、进给驱动和CNC系统都提出了特殊的要求,需要开发新的技术,其中铣刀结构的安全性就是发展高速铣削所必须解决的一个技术问题。
切削速度V m/min
图1 金属材料各不相同时,铣削速度范围
高速铣削一般采用高的铣削速度,适当的进给量,小的径向和轴向铣削深度,铣削时,大量的铣削热被切屑带走,因此,工件的表面温度较低。随着铣削速度的提高,铣削力略有下降,表面质量提高,加工生产率随之增加。但在高速加工范围内,随铣削速度的提高会加剧刀具的磨损。由于主轴转速很高,切削液难以注入加工区,通常采用油雾冷却或水雾冷却方法。图 2所示为铣削速度对加工性能的影响。
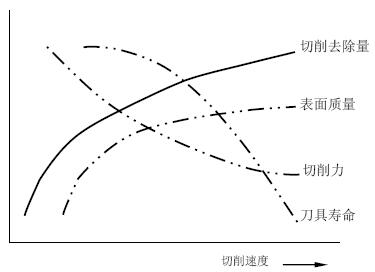
图2 高速铣削的特点
高速铣削加工相对与普通铣削加工具有如下特点:
(l)能获得很高的加工效率。 随着自动化程度的提高,辅助时间、空行程时间已大大减少,有效切削时间仍占工件在制时间的主要部分。而切削时间的多少取决于进给速度或进给量的大小。很显然,若保持进给速度与切削速度的比值不变,随切削速度的提高切削时间将迅速减少。高速加工虽然切削深度和厚度小,但由于主轴转速高,进给速度快,因此使单位时间内的金属切除量反而增加了,由此加工效率也提高了。 Φ70整体叶轮三维造型及五坐标数控加工+CAD图纸(4):http://www.751com.cn/jixie/lunwen_13048.html