
1.2 选题背景
随着市场经济的不断发展,生产效率的不断提高,现在制造工程从各角度对组合机床提出了愈来愈高的要求,而组合机床也不断的吸取新的技术成果而完善和发展。现代机械制造工业发展的基本特征:产品的跟新换代的周期缩短,多品种,钟小批量轮番生产已是普遍现象生产方式。因此,具有一定的柔性,能对多品种,中小批量生产方式作出快速的相映,并能降低工人的劳动强度,提高工件的加工精度,提高工厂的生产效益是现代组合机床机器加工系统发展的必然趋势。
金属切削加工是指利用刀具切除被加工零件多余材料的方法,是机械制造行业中最基本的加工方法,金属切削加工过程是由金属切削机床来实现的。金属切削机床是用切削的方法将金属毛坯加工成机器零件的机器。
1.3 课题研究的意义
本设计组合机床是针对齿轮泵壳体上的齿轮腔孔进行的,一般的加工保证不了孔的位置精度,且生产效率很低。又因为现在的齿轮泵需求量增大,因此采用专用的工艺及夹具对其进行加工。提高了孔的位置精度,该组合机床的设计和制造周期短,投资少,经济效益高,应用性强,操作简单。对其特定的零件加工容易,生产效率高,加工精度稳定,技术经济效果显著同时保证了生产批量的需要。因此对使用此机床的公司既可以满足生产上的要求,还可以为公司节省大量的人力物力,为公司创造巨大的经济效益。
1.4 文献综述
1.4.1 国内外专用机床的发展现状
1.4.2 国内外夹具的发展现状
2 专用机床的设计
2.1.基本参数的确定
2.1.1设计任务:
镗齿轮泵壳体齿轮型腔孔 为R43-2
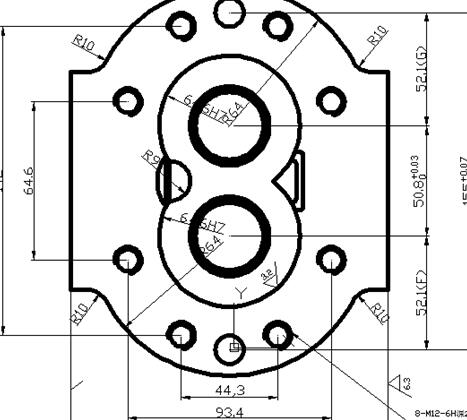
图2.加工零件图
2.1.2基本参数选择和确定:
①工件 材料:铸铁 硬度HBS170~240
②刀具 材料:由《机械设计手册》卷一P3-15 表3-17
硬质合金YT15 刀尖半径 re=0.5mm
③工序: 半精镗 确定粗糙度要求 Ra= 3.2mm 齿轮泵壳体齿轮型腔孔2-R43加工专机及其夹具设计+CAD图纸(2):http://www.751com.cn/jixie/lunwen_13890.html