
2.1 十字盒形件成形特性
2.1.1 成形机理
十字盒形件作为一种非轴对称零件,盒身由直壁与过渡圆角两部分共同组成,十字盒凸模三文图如图2.1所示。
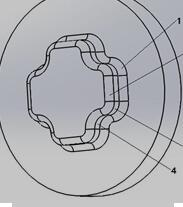
图2.1 十字盒凸模CAD模型
1--圆角R1 2--圆角R2 3--圆角R3 4--圆角R
十字盒形件的盒身由4组圆角R1、R2、R3、R,4面长直壁和8面短直壁共同组成。在拉深成形过程中,圆角和直壁部分的应力应变分布不均匀,易引起拉深缺陷。这种不均匀具体体现在以下几方面[15]:
(1)应力分布
在十字盒形件拉深过程中,法兰变形区,圆周部分的正应力沿切向和径向的分布、直边部分正应力沿横向和纵向的分布都是不均匀的。同时,长直壁与短直壁受力不同,各组不同圆角的受力也不同。
(2)变形分布
十字盒形件变形主要集中在圆角部分,直壁的变形小于圆角,因此圆角在拉深时易发生拉裂的缺陷,而变形相对更小的法兰部分易产生起皱。
(3)变形速度
十字盒拉深时,直边部分板料流动比较顺利,变形速度大于圆角部分。
2.1.2 变形特点
从十字盒的几何特征入手分析可知,拉深时,4组圆角部分发生了不同程度的弯曲变形,直壁交接处的过渡圆角对应的法兰部分受到两边多余板料的挤压,发生切向收缩、径向伸长的变形,尤其是两短直壁间过渡圆角对应法兰处,极易产生褶皱。
2.1.3 应力分布
如图2.2所示,十字盒形件成形时凸缘圆角R3在B处发生较大变形,板料向两侧移动,剪切变形区的板料移动后在增厚区堆积。对于十字盒形件凸缘与凹缘相接处,由于R、R3相接于E,两处圆角均发生较大形变,因此,E处板料受力形变向两侧移动,而D处板料受到来自两边板料的挤压,厚度堆积加剧,极易发生褶皱现象。 Dynaform十字盒拉深成形有限元分析与工艺研究(3):http://www.751com.cn/jixie/lunwen_23996.html