
第二章 总体方案设计
本次毕业设计的冲床自动送料机构,要求输送铜镍合金带料,带料的厚度为1mm,宽度为200mm。带料每次向前输送的步距为80mm,间歇配合冲床的加工频率150次/分。冲压频率即为工作的节拍,150次/分钟等于0.4秒/次,每次的冲压加工为辊轮向前输送80mm的带料后间歇停止后冲床完成一次冲压,这个过程所需的时间为0.4秒。然后,整个系统按照这个工作的节拍重复工作。
设计整个系统由冲床送料系统和电气控制部分组成。冲床送料系统主要由电机、传动机构、凸轮分度器和双辊轮以及支撑座组成。双辊轮以及支撑座用于带料的承载固定和输送。当需要送料时,电机转动通过同步带传动机构驱动凸轮分度器,凸轮分度器通过联轴器与辊轮连接并带动其转动,辊轮将带料送到冲床的工作台上进行加工。因为凸轮分度器的作用,整个送料系统为间歇运动。控制部分主要由PLC、交流接触器、光电传感器等组成。上料开机后,光电式传感器1检测带料是否到位,当带料到位后,向PLC发送信号使电动机正转,开始输送带料。当光电式传感器2检测到加工带料不足时,向PLC发送信号使电动机反转,将余料退出并报警提醒工人换料。此外,若系统出现故障或需要检修时,可通过手动按钮开关对整个系统进行操控。其系统结构图如2-1所示。
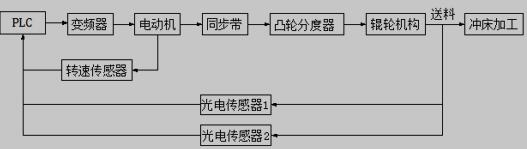
图2-1 系统结构原理框图 PLC冲床自动间歇送料系统+CAD图纸+梯形图(4):http://www.751com.cn/jixie/lunwen_47970.html