
第二章 总体方案设计
2.1自动供钉系统设计要求参数
本课题设计是螺钉自动装配线供钉系统,其设计参数如下:
1) 机器的装配节拍为3S/件
2) 螺钉的尺寸M4*10
3) 出料的姿态钉头朝上
2.2总体方案的设计
整个系统由机械送料、装配装置和电气控制装置组成。其中机械送料部分由电磁铁驱动的螺钉振盘和由步进电动机驱动的螺钉分配盘组成,而装配装置是由气缸驱动活塞,直流电机带动拧紧轴的螺钉装配器。螺钉振盘是控制螺钉的选向和定向以及自动向上输送,而螺钉分配盘是将螺钉一个一个输送给螺钉装配器以及控制螺钉输送的速率,最后螺钉装配装置是将螺钉拧紧到工件上的。控制系统由PLC控制器、中间继电器、步进电机的驱动装置、电磁阀、接触器和对射型光电开关以及位置传感器构成。由PLC控制中间继电器来控制电磁铁带动振盘运动,当螺钉通过振盘和螺钉分配盘之间的输料轨道时,会有高低位对射型光电开关进行检测;当螺钉排满了输料轨道时,光电开光就会向PLC发出一个信号,这时PLC控制螺钉振盘就会停止工作;当振盘开始工作时,螺钉分配盘也开始工作了;当螺钉分配器把螺钉分配到装配工件上时,PLC就会控制电磁阀控制气缸带动活塞运动,然后由在活塞上的伺服电机带动螺钉拧紧轴,把螺钉拧紧在工件上,通过位置传感器来检测拧紧轴下降的距离,并且通过PLC与螺钉拧紧轴下降的距离进行比较。当小于工作要求距离时,PLC就会控制直流电机加大扭矩对螺钉继续进行拧紧;当等于工作要求距离时,PLC就会控制直流电机停止转动,控制气缸带动活塞向上运动,回到初始位置,然后分配器就会分配下一个螺钉到装配装置中,重复以上工作。其螺钉自动装配线供钉系统结构框图如图2-1所示。
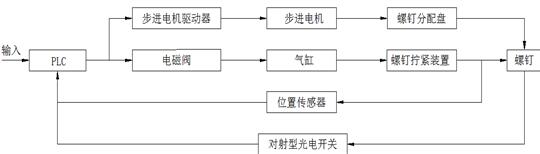
图2-1 螺钉自动装配线供钉系统结构框图
第三章 机械结构设计
3.1振盘装置结构设计
振盘装置动力源都是电磁铁,其中振盘是由料斗、支撑弹簧、电磁铁和基座组成。料斗主要采用圆筒型结构,其中筒体与螺旋轨道采用整体结构,并在螺旋轨道上设置挡板和缺口来确定螺钉输送中的选向和定向,以确保螺钉最后以钉头朝上的姿态输出振盘。因为螺钉(M4*10)的长度超过了10mm,所以选用内径160mm的料斗。由于基座的质量比较大,一般质量为料斗的2到10倍,所以材料一般采用铸铁,以减少基座的振动对机体的影响。 螺钉自动上料及装配系统设计+CAD图纸(3):http://www.751com.cn/jixie/lunwen_48208.html