- 上一篇:316L不锈钢多层专用结构扩散连接工艺技术研究
- 下一篇:LabVIEW焊接工艺参数在线传感与过程传输技术研究
3.2、光路系统设计 39
3.2.1、光路设计 39
3.2.2、器件规格参数 42
3.2.3、系统透光率计算 43
3.2.4、器件实物图 43
3.3、光路系统模拟验证 44
结论 46
致谢 47
参考文献 48
1、绪论
1.1、选题背景及选题意义
装甲钢作为装甲防护的主要钢种,属于拥有较高的强度和硬度的特殊用途合 金结构钢,所以对其焊接接头的抗裂性有很高的要求[1]。本毕业设计课题研究的 616 装甲钢和 6211 装甲钢是国内常用的两种装甲钢,由于 616 装甲钢以及 6211 装甲钢强度高、塑性低、碳与合金元素含量高等原因,焊接时容易产生焊接裂纹, 所以其焊接性比较差[1]。在我国,传统的装甲钢焊接工艺方法为手工焊条电弧焊, 但手工焊条电弧焊的焊接效率很低,焊缝成型较差,焊接接头强度较低,对焊工 的操作技能要求较高,而且工作环境很差。因此,通过探索先进焊接方法来提高 装甲钢的焊接效率和质量显得尤为重要。
影响焊接质量的一个非常重要的因素是熔滴过渡形式及过程。但因为电弧的 弧光强度非常大,用肉眼或者普通的摄像机难以扑捉到熔滴过渡过程,所以高速 摄像技术发展成为了一项至关重要的技术。高速摄像硬件组成如图 1.1 所示。高 速摄像能够记录一个高速运动过程的时间信息及空间信息,所以在焊接的过程当 中可以利用高速摄像技术记录电弧的形态以及熔滴的过渡过程。但由于电弧弧光 强度太大,利用普通摄像机直接采集图像很难看清楚电弧内部的各种变化过程, 所以必须利用背光技术,对背光的最基本的要求是在高速摄像胶片所接收的光的 强度值最低要大于弧光的光强度值,这样才能在胶片上阴影成像。目前,主要用 氙灯和激光作为高速摄像系统的背光光源,但由于激光价格昂贵,所以本课题采 用低成本的氙灯做背光,设计出一套低成本可行的背光系统。
图 1.1 为哈尔滨工业大学开发的 HIT-5000 电弧焊接过程高速影像动态分析仪 是集电弧焊接过程高速图像与焊接参数波形的采集、显示及分析一体化的焊接实 验研究专用设备。
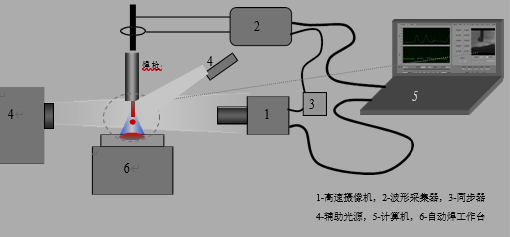
图 1.1 高速摄像系统硬件组成图
图 1.2 分别是有无背光时采集到的电弧的形态和熔滴过渡过程的图片。由图 1.2(a)可见,在没有任何辅助光源的情况下,仅能看到熔滴和电弧,而看不到焊丝 和熔池部分;由图 1.2(b)可见,在有背光辅助光源的情况下,可以看到清晰的熔 滴、焊丝和部分电弧和熔池部分。
(a) 无任何辅助光源
(b)有背光光源
图 1.2 有无背光时采集图像清晰度对比
1.2、装甲钢的焊接技术现状
当前,针对装甲钢的焊接特点,很多学者都在不断努力改进焊接方法,寻找 合适的焊接材料来提高装甲钢焊接的焊缝质量,也取得了丰硕的成果。在焊接效 率、焊缝成型、接头质量等方面均有较大的改善。