- 上一篇:丙烯腈制乳酸生产工艺设计开题报告
- 下一篇:窄带轧机主机系统设计开题报告
电熨斗产品是由非常复杂的曲面构成的,其造型设计比较困难。以普通蒸汽电熨斗产品为例,介绍了以Pro/E软件为开发平台进行其曲面造型设计。并对各零件进行虚拟装配,最后进行全局干涉检测。大大缩短了产品研发和模具设计周期,对同类产品的设计具有一定的参考价值。[7]
分析了电熨斗大身的工艺特点,介绍了电熨斗大身注射模结构设计和工作过程。该模具采用斜导柱抽芯机构、弯销抽芯机构、齿轮齿条弧形抽芯机构、液压抽芯机构等解决了塑件成型问题,用锁扣机构实现了顺序开模。模具结构紧凑,设计合理。[8]
在计算机辅助注射模设计系统中,分型面的产生和创建型芯型腔区域通常是难点。分型面和型芯型腔区域是在分型方向和分型线的基础上创建的。如今,注射模的结构学设计系统是基于实际信息流动和模具生产过程的加工步骤所提出来的。在这个建筑学中,提及到了生产分型面和型芯型腔区域。为了创建分型面,对分型线作出了分类和根据分型方向规定了不同种类的分型线。根据型芯型腔区域边界来作出分型线,然后创建分型面。为了创建型芯型腔,与现代算法有关的的不同操作的布尔法则被使用了。 [9]
这项工作提出了用注塑模具热镶件解决脱模中损坏的问题。这个模具镶件是由微加工制成的硅片构成的。微电加热线路嵌入到微模具型腔壁来控制温度分布和注射成型过程中塑料凝固的顺序。这个设计减少了模具中塑料的收缩应力。嵌入到型腔壁的微电加热线路是具有特定电阻的硅基线路,该线路通过精确控制硅型腔表面上的掺杂磷离子。[10]
3 方案论证
3.1 塑件结构特点
本产品表面质量要求高,有多个曲面组成,在手柄处有一个向里凹的盲孔,在背部的孔内有一个倒钩。在手柄处产品的表面曲率波动大。
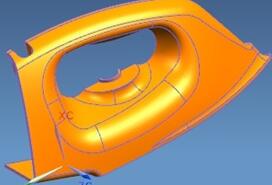
图3.1.1 产品三文图形
3.2 塑件材料特性
PP 聚丙烯化学和物理特性 PP是一种半结晶性材料。它比PE要更坚硬并且有更高的熔点。 由于均聚物型的PP温度高于0C以上时非常脆,因此许多商业的PP材料是加入1~4%乙烯的无规则共聚物或更高比率乙烯含量的钳段式共聚物。共聚物型的PP材料有较低的热扭曲温度(100C)、低透明度、低光泽度、低刚性,但是有有更强的抗冲击强度。PP的强度随着乙烯含量的增加而增大。 PP的文卡软化温度为150C。由于结晶度较高,这种材料的表面刚度和抗划痕特性很好。
PP不存在环境应力开裂问题。通常,采用加入玻璃纤文、金属添加剂或热塑橡胶的方法对PP进行改性。PP的流动率MFR范围在1~40。低MFR的PP材料抗冲击特性较好但延展强度较低。对于相同MFR的材料,共聚物型的 强度比均聚物型的要高。 由于结晶,PP的收缩率相当高,一般为1.8~2.5%。并且收缩率的方向均匀性比PE-HD等材料要好得多。加入30%的玻璃添加剂可以使收缩率降到0.7%。 均聚物型和共聚物型的PP材料都具有优良的抗吸湿性、抗酸碱腐蚀性、抗溶解性。然而,它对芳香烃(如苯)溶剂、氯化烃(四氯化碳)溶剂等没有抵抗力。
3.3 塑件材料成型性能
1.结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解。
2.流动性好,但收缩范围及收缩值大,易发生缩孔、凹痕、变形,流道可作小些,排气不超过3丝。
3.冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度。料温低方向方向性明显低温高压时尤其明显。模具温度低于50度时,塑件不光滑,易产生熔接不良、留痕,90度以上易发生翘曲变形
-
电路接插件质量自动检测系统设计开题报告
-
冲压板件轮廓自动检测系统设计开题报告
-
数控机床自动上料机构及...
-
汽车发动机的连杆零件加工工艺开题报告
-
汽车发动机的活塞零件装备设计开题报告
-
EX-106数控车床主轴部件结构优化设计开题报告
-
服务器风扇外壳三板模注塑模具设计开题报告
大众媒体对公共政策制定的影响
java+mysql车辆管理系统的设计+源代码
十二层带中心支撑钢结构...
当代大学生慈善意识研究+文献综述
酸性水汽提装置总汽提塔设计+CAD图纸
电站锅炉暖风器设计任务书
中考体育项目与体育教学合理结合的研究
乳业同业并购式全产业链...
杂拟谷盗体内共生菌沃尔...
河岸冲刷和泥沙淤积的监测国内外研究现状