- 上一篇:汽车车身白板点焊的研究现状
- 下一篇:铜-钢异种金属焊接的研究现状和进展
螺柱焊技术主要是针对焊接钢铁接头而开发的,在铝合金焊接方面的研究比较少,铝合金螺柱的可焊直径在12mm以下,国外对与更大直径的铝合金螺柱对板材的连接,主要应用摩擦焊的方法,比如在秘鲁的首都利马,研制出液压驱动的螺柱摩擦焊机能够在高强铝合金装甲板上焊大直径附座,强度与其气体保护的电弧焊附座的强度有可比性[6]。68190
,1铝合金拉弧螺柱焊
铝螺柱拉弧焊(图,1)用陶瓷环或保护气体焊接直径至12mm。螺柱材料是:工业纯铝和防锈铝。在焊接时气孔和未熔合有时会一起出现,部分的螺柱带阶梯形凸缘以及扩大横截面,其直径与焊接板厚度比控制在2:1之内[5]。
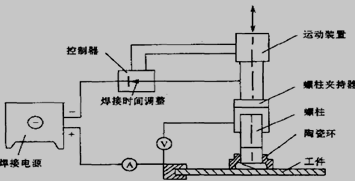
图,1拉弧螺柱焊接接线原理图
对比拉弧钢螺柱和拉弧铝螺柱焊接时,需要注意的一些问题如下[3]:
(l)焊接能量:焊接铝螺柱要输入能量多于钢螺柱。
(2)保护气体:焊接过程必须进行气体保护。焊接前必须要很好好地清洗工件并保证焊接时无紊流的均匀气流是必须的。作为保护气体经常用纯氢,而且为了改善焊接结果是用大概75%氢和25%氦。但是,氦成分太高的话反而会使焊接时燃弧不稳。论文网
(3)电流的种类与极性:生产实践证明,螺柱接正极可以改善焊接质量。使电弧对铝板产生定向的极化,从而能够使板材的焊缝加强加高部分都将会是白色的净化区。但是在汽车工业中铝螺柱焊却仍用直流接正极焊接。
(4)电弧偏吹:磁性的偏差比钢材要明显的多,是因为铝比钢的磁阻更高。可能有磁力线落在工件外从而使得电弧不够稳定。而使用陶瓷环并且加保护气体屏蔽能够明显减少电弧偏吹。
(5)陶瓷环:陶瓷环支承座在潮湿的状况下能吸收水分,操作者必须要重视陶瓷环包括支承座受潮的问题,潮湿的陶瓷环经过电弧分解会产生氢气,溶解在熔池中;最终产生气孔。因此,陶瓷环要时刻保持干燥。
(6)材料表面: 材料表面必须要保持干净,而机油在燃弧的时候会产生自由的氢,从而导致焊缝中形成气孔,如果材料表面不清洁,焊后会出现黑圈。
,2国内的铝合金螺柱焊接的技术现状
国内的螺柱焊接技术相比较国外水平来说比较落后。我国目前能生产的电容放电螺柱焊机有 RSR1—Φ 630、 1250、 1600、 2500、 3150几种型号,可焊接 Φ3—Φ12mm的螺柱,电弧螺柱焊机有 RSN1—Φ 630、 1000、 1600、 RSN2— 2500、 3150几种型号,可焊接 Φ3—Φ30mm的螺柱(栓钉) [8]。国产焊机各方面都有一定不足,同国外的水平差距明显。国内的各种生产行业中的螺柱焊大部分都是采用的进口设备。在铝合金螺柱的焊接方面,只见螺柱直径12mm以下的生产试验报导[2]。
,3国外的铝合金螺柱焊接的技术现状
在国外,各种行业,都已经普遍采用了电弧与电容放式的电螺柱焊接技术[10]。对于直径比较小的螺柱 (一般小于8mm)采用电容放电式螺柱焊接工艺,对于直径比较大的螺柱 (一般8~12mm)则采用电弧螺柱焊接工艺。西方工业发达国家还开发了螺柱全自动焊接工艺技术 (CNN),实现了焊接过程计算机控制、焊接、螺柱送进等全靠自动化操作,如德国的Soyer ,TUCKER公司、美国的 Nalson 公司、日本的 NSW等[10]。铝合金螺母对铝板表面的焊接技术问题仍然无法完全解决,西方国家还在不断加大真对各类螺母焊接技术和设备的研究开发。