
本文主要论述的是加工环境以及代码处理模块的开发,其中代码处理模块为主要内容。
2.2 数控系统软件运行流程
在对加工环境模块和代码处理模块进行开发前,我们需要去考虑这两个模块在整个软件平台运行中的作用,那么我们就需要去分析软件平台的数据流程。以车削为例,我们根据数控车削加工中心的特点,得到如图2.2所示的数控车削软件数据总体关系图。其中刀具数据提供诸如刀号、刀补数据。刀补在寄存器中的地址信息等,NC代码编制准则为数控车窗指令编制准则,包括加工代码和加工数据的格式和大小范围等信息[18];加工初始信息提供工件尺寸和是否使用尾架等信息;编制NC文件为在计算机上编制文本格式文件,内容为NC代码程序;可识别的中间数据指的是数控系统在对NC代码读取之后,需将其转化为特定格式的数据信息用于仿真运行。
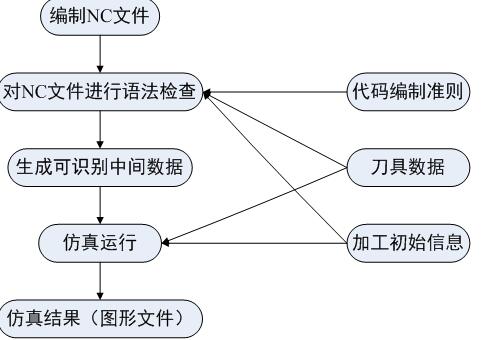
图2.2 数控车削软件数据总体关系图
3 加工环境模块和NC代码处理模块的开发
3.1 加工环境模块的开发
3.1.1 毛坏处理模块
毛坏处理模块的主要任务是完成毛坏的选择,包括毛坏的形状、尺寸材料等。毛坏处理模块的主要功能包括[19]:(1)选择适合加工的毛坏外形,以便于加工;(2)设定合理的尺寸参数,以保证足够的加工余量,但是又不能太大,这样会大大加长仿真时间;(3)根据零件的加工要求,选择合理的材料[20] 数控系统输入模块的设计+VB程序(4):http://www.751com.cn/zidonghua/lunwen_19757.html