
第二章介绍了STEP7-200PLC的货柜控制系统设计的综合情况。
第三章讨论了货柜控制系统的硬件设计,包括货柜PLC控制系统结构西门子PLC的CPU224相关情况以及I/O的相关分配情况等。
第四章先介绍了PLC控制的基本指令,又讨论了PLC控制系统的软件设计。
第五章先介绍了组态软件的相关知识,后又进行了触摸屏的设计,最后将PLC与触摸屏进行软硬件连接完成设计。
2 STEP7-200PLC的货柜控制系统设计
2.1 货柜控制系统总体结构
自动选层货柜也叫智能回转库,诞生于二十世纪九十年代初军队系统初始应用。它的问世,揭开了文档管理工作的崭新一页,标志着以往传统的文档管理开始向自动化、现代化、智能化的方向阔步迈进,倍受广大用户的青睐和信赖[3]。
此次设计基于STEP7-200PLC,用触摸屏和PLC来模拟货柜控制系统工作的实况。货柜控制系统的优点有:
(1)不用人工,全自动化,取货方便;
(2)充分利用客观条件,容量高度;
(3)可以利用网络实现管理。
2.2 货柜控制系统控制要求
货柜控制系统智能化与自动化的要求越来越高,本次设计中货柜控制系统主要有以下控制要求;
1、有手动与自动控制两种模式;
2、能够运行到制定楼层;
3、有开门关门功能;
4、有之行停止功能。
2.3 PLC概述
2.3.1 PLC的发展历史
PLC发展史:
第一代:1969年~1972年,代表产品有 :
•美国DEC公司的PDP-14/L
•日本立石电机公司的SCY-022
•日本北辰电机公司的HOSC-20
第二代:1973年~1975年,代表产品有:
•美国GE公司的LOGISTROT
•德国SIEMENS公司的SIMATIC S3、S4系列
•日本富士电机公司的SC系列
第三代:1976~1983年,代表产品有 :
•美国GOULD公司的M84、484、584、684、884
•德国SIEMENS公司的SIMATIC S5系列
•日本三菱公司的MELPLAC-50、550
第四代:1983年~现在,代表产品有 :
•美国GOULD公司的A5900
•德国西门子公司的S7系列
2.3.2 PLC的发展阶段
随着计算机技术的快速发展,PLC技术也迅速得到发展,成为了现代自动化三大产业的首要技术,但为了与个人计算机(Persona1 Computer)的简称PC相区别,一般仍将它简称为PLC(Programmable Logic Controller)。
我国从1974年开始投入精力研究PLC,1977年正式开始投入工业应用。目前PLC技术已经大量地应用在各个自动化领域,并涌现出很多应用PLC的新型技术设备。掌握PLC的工作原理,具备使用PLC控制系统的能力,已经成为现代工业对电气技术从业人员的最基本要求之一。
2.3.3 PLC的基本结构
从结构上分,PLC有两种结构,分别为固定式和模块式。固定式PLC结构是一个整体,它包括I/O板、内存块、电源等等。模块式PLC可以组合配置,它包括CPU模块、I/O模块、内存或机架等等。
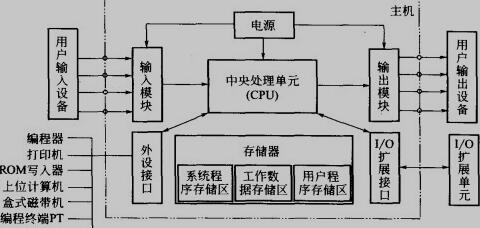
图2.1 PLC的基本结构图
常用的I/O分类如下:
开关量:按电压水平分有24VDC、220VAC、110VAC三种,按隔离方式分有继电器隔离和晶体管隔离两种。
模拟量:按信号类型分,有电流型(4-20mA,0-20mA)、电压型(0-10V,0-5V,-10-10V)等,按精度分,有12bit,14bit,16bit等。 基于STEP7-200PLC的货柜控制系统设计(3):http://www.751com.cn/zidonghua/lunwen_31317.html