
在汽车行业应用的焊接方法中,除电阻点焊、CO2焊以外,比较重要的应该算是螺柱焊了并且随汽车功能的增加,汽车用线、管的增加,螺柱焊有使用增加的趋向[10]。在其应用中以国家体育场(鸟巢)采用了一种新的焊接工艺——埋弧螺柱焊为代表,是将焊剂埋弧与螺柱焊的自动焊接程序有机地结合在一起,利用焊剂把明弧变为埋弧,使之具有埋弧焊的优点[11],说明了我国螺柱焊接技术取得了很大进步。
1.2.1 螺柱焊的特点
(1)螺柱焊与一般电弧焊相比,焊接时间短,输入母材的能量很小,因而焊缝金属和热影响区均很窄,焊件变形小。
(2)采用螺柱焊生产率高且成形规则美观,焊接时间通常不超过1s。
(3)采用螺柱焊不仅可以节约材料,而且可以减小连接部件所需的机械加工及焊接工作量。
(4)若采用电容贮能螺柱焊可以将小的螺柱与薄板相连接。
(5)因为螺柱焊熔深浅,焊接过程不会损害预先进行加工的结构背面,焊后无需清理。
(6)与焊条电弧焊相比,螺柱焊所用设备轻便且便于操作。
(7)螺柱焊与螺纹拧入的螺柱相比,在满足强度的条件下所需要的母材厚度小。
(8)烟雾、弧光、噪音三大污染较手工电弧焊大大减少,优化了工作环境。
1.2.2 电弧螺柱焊原理
电弧螺柱焊实际上就是一个杆与板或其他型体的电弧压力焊过程,由于电容储能螺柱焊功率有限,只适于小直径杆件的瞬时快速焊接,对较大直径杆件则用电弧螺柱焊,焊接过程如图1.1所示
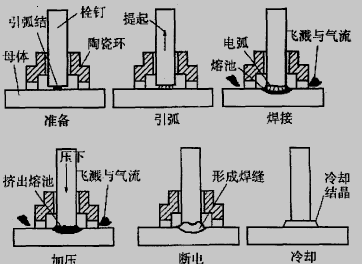
图1.1 电弧螺柱焊的原理过程(陶瓷圈保护)
实现电弧螺柱焊接必须具备的设备有焊接电源、焊接控制器和电弧螺柱焊枪[12]整个焊接循环包括:准备一提起引弧一电弧熔化金属形成熔池一压下并挤出熔池的熔化金属-停压断电形成焊缝一冷却结晶完成焊接,为方便引弧,加引弧结或将杆件待焊端部加工成带锥度和小接触面;为了使电弧气流压力阻止空气侵入,要采用与杆件直径相匹配并经过干燥的陶瓷环,气流和飞溅金属一起由陶瓷环的空间排出,在压下后约束焊缝成形。
1.2.3 电弧螺柱焊分类
图1.2电弧螺柱焊焊接方法分类
按照电弧螺柱焊接过程中焊接能量的提供方式的不同来分类,可以分为普通电弧螺柱焊和电容储能电弧螺柱焊两种基本方法,如图1.2所示。这两种方法都是利用直流焊接电源来产生电弧,对于普通电弧螺柱焊焊接电源是利用晶闸管等整流器件直接对电网电压整流,获得所需的焊接能量。电容储能电源螺柱焊的电源是低压畜电装置,而电源是由电容存储的电能快速放电产生的,螺柱焊接技术可以在保护方式以及电弧放电周期来进一步细分为:短周期拉弧式、气体保护式、瓷环保护式几种焊接方式[13-14]螺柱焊接具有该技术自有的特征,尤其特有的原则,从具体的实现过程还可以对这两种方法进行细分[13]。论文网
1.3 复合热源螺柱焊接技术
一种感应加热/ 电弧复合热源螺柱焊接方法,利用复合热源的优势进行厚大工件与螺柱的焊接,有效解决由热传导不均匀性引起的接头未熔合、夹渣等焊接缺陷,解决中厚板高拘束度和高碳当量接头因快速加热和高速冷却产生的脆性组织及可能的冷裂纹缺陷。
在焊接技术发展中,感应焊接作为一个分支,也得到了比较广泛的应用。感应热源是感应电源对输入电进行处理,通过提高电压、提高频率,再降低电压,输出高频低压电,在感应电源内部进行一系列的变化处理,最后通过感应加热器,使电流形成环路的。感应加热所遵循的主要原理是:电磁感应、集肤效应、热传导。为了将金属工件加热到一定的温度,要求工件中的感应电流尽可能大,增加感应线圈中的电流,可以增加金属工件中的交变磁通,进而增加工件中的感应电流,现代感应加热设备中,感应线圈中的电流最大可以达到几千甚至上万安培。增加工件中感应电流的另一个有效途径是提高感应线圈中电流的频率,由于工件中的感应电势正比于交变磁通的变化率,感应线圈中电流的频率越高,磁通的变化就越快,感应电势就越大,工件中的感应电流越大。 高强钢复合热源螺柱焊螺柱焊接头冷裂纹影响因素试验研究(3):http://www.751com.cn/cailiao/lunwen_76618.html