
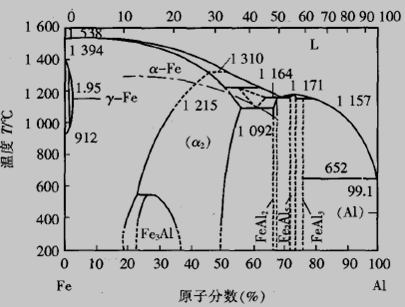
图1 铝铁二元相图
由于铝合金中铁通常以金属间化合物的形式存在,严重影响了它的力学性能和加工性能。由此可见铝中加入铁会提高铝合金的极限强度和硬度,并显著降低铝的塑性,含铁8-10% 的铁铝合金塑性已变得很差,含铁量越高,铝合金就越脆,对焊接性影响就越大。室温下,铝在铁中溶解度比铁在铝中的溶解度大600倍,室温下铝在铁中的溶解度可达32% ,而在1232℃时则为35% ,但含铝量超过3%时具有较大的脆性,将严重影响其焊接性。由以上分析可以看出,铝与钢直接熔焊困难很大,而且焊接质量难以保证。铝及铝合金与钢的物理性能相差很大,性能的差异是导致铝与钢焊接性较差的主要原因。铝与钢的熔点相差很大,焊接时低熔点的铝先熔化,此时钢件仍处在固体加热状态,而且两者的密度相差很大,当钢完全熔化后,液态铝浮在钢水上面,冷却结晶后焊缝成分不均匀,使得焊接接头的性能降低。铝与钢的热导率、线膨胀系数相差悬殊,焊接过程中接头处产生很大的热应力,增加了裂纹倾向。此外,铝高温时容易氧化,形成高熔点的Al203,A1203。既能形成焊缝夹渣,又直接影响焊缝的熔合。
1.3 铁铝焊接的方法
1.3.1 摩擦焊
摩擦焊是以机械能为能源的一种固相连接方法。它是利用两表面间机械摩擦产生的热来实现金属连接的。摩擦焊对铝和钢焊接而言是一种行之有效的焊接方法。一方面,焊接过程中,高速旋转产生的作用力破坏了铝表面的氧化膜,从而降低或消除了氧化膜的有害作用;另一方面,由于摩擦焊是在金属不发生熔化的条件下实现的,因此焊接过程可以抑制Al-Fe金属间化合物的生成【8-10】。
2010年王希靖等人采用连续驱动摩擦焊技术对大截面铸态纯铝与Q235 钢异种金属进行了焊接工艺试验,通过扫描电镜(SEM)分析接头和断口形貌,测试接头力学性能及其阻率,得到了纯铝与Q235 钢焊接接头的力学性能与焊接参数的关系。结果表明,大截面铸态纯铝与Q235 钢间具有良好的摩擦焊接性,焊接界面宏观断口呈均匀银灰色,焊接情况良好,具有100%焊合的特征;采用优化焊接工艺参数施焊的焊接接头力学性能可以达到或超过铝侧基材;接头电阻率介于两侧母材电阻率之间【11-15】。文献综述
1981年 ,ElliottS等人对前人的研究作了总结,认为金属间化合物是影响铝与钢焊接的主要问题,并讨论了焊后回火处理、合金元素和工艺参数对金属间化合物的产生和长大的影响,认为1μm是金属间化合物厚度的临界值,小于此临界值化合物的存在可以增加接头的结合强度,大于此临界值则使焊接接头强度降低【16】。
1.3.2 爆炸焊
爆炸焊是利用炸药爆炸时的可控能量,迫使两种或两种以上的金属形成高质量的冶金结合的连接方法。爆炸焊是一种高压过程,在这个过程中由于两种金属材料的碰撞,其表面的薄膜以塑形的方式从机体上喷射出去,爆炸焊的时间非常短,以致结合材料间的反应区很小,而且少数原子由于碰撞速度高而变成“浆状物”,爆炸完成后“浆状物”迅速地冷却,剧变区形成一种金属与另一种金属的熔合线,从而实现两种金属的连接。
郑远谋综述了作为特种焊的一种新工艺的爆炸焊在异种金属焊接中的许多课题。例如所焊异种金属的品种和数量、特点和用途等【17-20】。指出了爆炸焊是异种金属焊接的一种最佳工艺,值得大力推广和应用。 铝表面堆焊Cr17不锈钢层的工艺试验研究(3):http://www.751com.cn/cailiao/lunwen_76700.html