
(3)腐蚀加工:待腐蚀金属零件按要求制作好防腐图文后,放入腐蚀液中 进行腐蚀加工过程称为腐蚀加工。这一工序的主要影响因素有:腐蚀液浓度、腐
蚀温度、蚀刻时间等。全面腐蚀的金属无需进行防腐处理,清洁后即可直接进行 腐蚀加工。
(4)清除防腐层:零件经腐蚀合格后,实用溶剂,碱液或其他清洁剂将表 面的防蚀层去掉即可。
金属蚀刻的优点和缺陷:随着 MEMS 技术的发展,对微型零件的精度要求也 在日益提高,化学刻蚀技术也取得了巨大的进展,被广泛的应用在航空航天工业 中,例如,化学蚀刻是解决在预先成形的飞机部件上去掉多余金属的最好方法。 这种方法不仅减轻了航空部件的质量,而且还能在弯曲的超薄金属材料上完成传 统加工方法不能加工的沟槽等结构。化学蚀刻技术的发展使更多的零件加工变得 简单、容易且价格低廉。虽然相比于机械加工的方法蚀刻技术有很多的优势,但 是蚀刻技术也不是一种万能的加工方法,也会面临许多的限制和困难。由于化学 蚀刻只能以零件原有表面状态为基准进行累计切削,从而导致大多数情况下经过 刻蚀后的零件表面与原来的初始基准的表面呈平行状态。而蚀刻成形的几何形状 又是由材料的厚度决定的。因此表面较粗的板材和棒材不能用化学蚀刻,也不能 用来加工较复杂的零件。在进行蚀刻之前首先应该用机械的方法对试样进行处理 后蚀刻平行的将表面已经加工好的金属均匀地腐蚀掉一层。单纯的外形尺寸加工 通常只适用于两种情况:①用于加工厚度较薄的精细零件加工。如弹簧片。②用 于加工材料硬度大不易用机械方法进行加工的金属材料。化学蚀刻不能用来加工 窄而深的凹槽是化学蚀刻面临的一个技术问题。因为化学反应所产生的气泡会大 量聚集在防腐层的边缘,导致金属表面和腐蚀剂分离从而造成不规则腐蚀,形成 不整齐的边缘。化学蚀刻还有一个不可忽视的限制是钻孔的加工,不同于机械加 工和电解的方法,不能加工出规则的孔型,对于深度化学刻蚀钻孔时间长,会增 大公差,所以很少采用化学腐蚀钻孔。
1.4.2 光刻
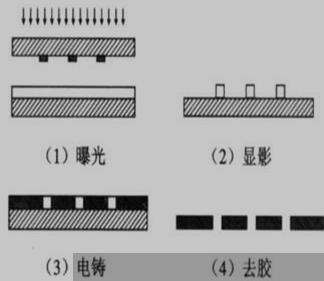
光刻[16]是半导体器件制造工艺中的一个重要步骤,这一步骤是通过曝光和 显影来刻画光刻胶上的几何图形,继而利用蚀刻工艺将光掩模上的图形转移到所 衬底上。这里的衬底可以是金属材料,硅晶材料或者其他介质层。
光刻的过程是首先,衬底上布置一层纳米级厚的金属层。然后在这层金属上 覆上一层光刻胶。这层光阻剂在曝光(一般是紫外线)后可以被特定溶液(显影
液)溶解。使特定的光波穿过光掩膜照射在光刻胶上,可以对光刻胶进行选择性 照射(曝光)。然后使用前面提到的显影液,溶解掉被照射的区域,这样,光掩 模上的图形就呈现在光刻胶上。通常还将通过烘干措施,改善剩余部分光刻胶的 一些性质。
上述步骤完成后,就可以对衬底进行选择性的刻蚀或离子注入过程,未被溶 解的光刻胶将保护衬底在这些过程中不被改变。
 500μm微型弹簧微纳米加工技术研究(4):http://www.751com.cn/cailiao/lunwen_77161.html
500μm微型弹簧微纳米加工技术研究(4):http://www.751com.cn/cailiao/lunwen_77161.html