
表1.1 3D打印技术与传统切削技术工艺比较
特性项目 3D打印技术 传统切削技术
生产方式 增材制造 减材制造
生产步骤 直接打印成型 按工序加工
生产周期 短 长
生产精度 需要控制和检验 高
生产流程 简单 复杂
模具需求 不需要 需要
成本 低 高
复杂的一体成型零件 容易实现 难以实现
个性化制造 可以实现 很难实现
表1.2 3D打印技术的分类和常用材料
3D 打印工艺 材料
立体光刻成型( SLA) 丙烯酸感光树脂、环氧感光树脂、乙烯醚感光树脂
熔融堆积成型( FDM) 丙烯酸、丁二烯-苯乙烯、聚碳酸酯、聚酯、聚苯
分层实体制造( LOM) 铝、PVC、ABS、聚碳酸酯、聚酯、亚硝酸钛、
陶瓷、其它金属
电子束熔融( EBM) 超耐热合金、不锈钢、工具钢、铝、钛、铜
激光近净成型( LENS)
316, 304, 17- 4 不锈钢, 镍基高温合金, 钨、钢、铝、M300 钢、H13 工具钢、钛、低碳钢、铝镍化合物
选择性激光烧结( SLS) 聚苯乙烯、聚碳酸酯、聚酰胺、钨、铜、铝、低碳钢
1.2.1 熔融成型方法概述
熔融沉积快速成型(FDM),又称熔融挤出成型,1988年美国学者博士率先提出。这种工艺不需要激光,设备的使用和维护简单,其成本较低。该技术使用丝状材料(石蜡、金属、塑料、石蜡、低熔点合金丝)为原料,用电加热方法将丝材加热至略高于熔化温度,在控制系统的控制下,伺服系统带动步进电机控制喷头或者工作台做x—y平面运动,将熔融的材料涂覆在工作台上,冷却后形成一层工件的截面,一层成形后,喷头上移一层高度,进行下一层涂覆,利用典型的分层制造方式逐层堆积形成三维工件。而每个层片是由打印的熔融丝材积聚粘结而形成[4]。图1.2是熔融成型的工艺原理图。
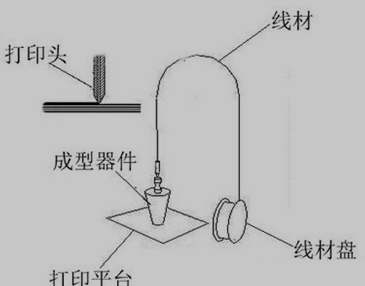
图1.2 FDM工艺原理图
1.2.2 熔融成型打印的优点
用石蜡成形的零件原型可以直接用于石蜡铸造。用ABS制造的原型,其具有较高的强度,因此在产品设计、测试与评估等方面得到广泛应用。近年来又开发出可实际使用的PC、PC/ABS、PPSF等更高强度的成形材料,使得熔融成型打印有可能直接制造功能性零件。论文网
FDM成型技术发展十分迅速,主要是因为它具有以下其它快速成型工艺无法比拟的优点:
(1)不需要使用激光,FDM构造的机器结构相对简单,占用的空间较小,设备维护和使用的成本低。
(2)喷口的出料状态为丝状,与其他使用粉末和液态材料的快速成型工艺相比较,丝材更加清洁,易于更换和保存,不会对环境形成粉末或液体污染。尽管目前直接金属零件的FDM成型技术还不够成熟。但是市场上用FDM技术的塑料零件的打印技术已经日趋完善。随着材料性能和工艺水平进一步的提高,会有更多种类的新材料在各种场合中被直接使用。 基于极差和方差分析的含能材料3D打印工艺参数优化(3):http://www.751com.cn/jixie/lunwen_78191.html