-
摘要本课题针对6mm牌号为6061铝合金进行双面双TIG弧角接焊工艺试验的研究。大量的焊接工艺试验结果表明,对于双面双TIG弧角接焊工艺,当焊接速度为20cm/min、氩气流量为15L/min、送丝速度为1m/min、高频率交流焊接电流为180A时,可获得优质的焊缝。焊接电流的大小对焊接接头的焊脚尺寸有很大影响,焊接电流为180A时,接头尺寸较佳。焊接接头硬度测试结果表明,焊缝区、熔合区和热影响区硬度值与母材相比稍低。显微组织分析表明,焊接接头的焊缝为铸态组织,焊缝基体组织由α(Al) + β(Al8Mg5) + Mg2Si相组成。28250
- 上一篇:基于管材高压切变方法的界面倍增复合管加工工艺实验研究
- 下一篇:不锈钢双面双弧焊接工艺技术研究
关键词 6061铝合金;双面双TIG弧;T型接头;微观组织
毕业论文设计说明书外文摘要
Title Research on Aluminum Alloy Welding Process by Automatic
Double-sided Arc Welding
Abstract
This thesis is aimed at 6mm thick 6061 aluminum alloy sheet that is used by automatic double-sided arc welding. The results of a large number of welding tests show that, For the double side TIG arc welding process, when the welding speed is 20/min, argon flow is 15L/min, wire feeding speed is 1m/min, high frequency AC welding current is 180A, we can obtain high quality welding joint. The value of welding current has a great influence on the size of welding joints. The welding joint dimension can be better when the welding current is 180A. The hardness test results of welding joints shows that the hardness value of the weld zone, fusion zone and heat affected zone is slightly lower compared with the parent metal. Microstructure analysis shows that the welding joint is mainly casting organization which is composed of α(Al) + β(Al8Mg5) + Mg2Si phase.
Keywords 6061 Aluminum alloy; Double-sided TIG arc welding; T type joint; Microstructure
目 次
1 绪论 1
1.1 选题背景及意义 1
1.2 高强铝合金双面双弧焊接工艺 2
1.3 趋势与展望 4
1.4 本课题研究的内容 4
2 双TIG弧双角接焊接工艺方案设计与系统构建 5
2.1 双TIG弧双角接焊接工艺设计 5
2.2 双面双TIG弧双角接自动系统构建 5
2.3 试验条件 6
2.4 焊接试验 7
2.5 硬度测试 8
2.6 显微组织分析过程 9
3 双面双TIG弧双角接焊接工艺试验研究 10
3.1 不同焊接电流双面双TIG弧双角接焊接试验 10
3.2 双面双TIG弧双角接送丝速度的对比试验 14
4 6061铝合金焊接宏观形貌及缺陷分析 16
5 6061铝合金焊接接头硬度测试 21
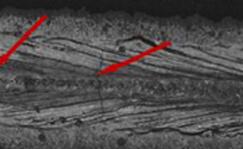
6 6061铝合金焊接接头焊缝微观组织分析 24
6.1 母材微观组织 24
6.2 焊缝金属微观组织 24
6.3 熔合区微观组织 25
6.4 热影响区微观组织 26
结论 27
致谢 28
参考文献29
1 绪论
1.1 选题背景及意义
铝合金因为拥有比较高的比强度和比刚度,加之耐腐蚀性能好、无磁性等优点,因而在高速列车、高速快艇、军事运用和航天航空等一些方面作用日渐加强。在焊接时主要存在着热裂纹,接头软化,焊接变形,气孔, 导热性强等问题。所以,研究人员需要不断探索出新的焊接工艺和方法为了能够有效提高高强铝合金的焊接质量。
-
LabVIEW机器人双面双弧焊接过程监控系统研究
-
微量元素对钛铝合金微观组织的影响
-
厚板铝合金激光焊接工艺性能研究
-
高强铝合金螺柱感应+拉弧...
-
高强铝合金中厚板双脉冲...
-
高氮钢机器人富氮双丝PMIG焊接工艺试验研究
-
6mm中厚板5083高强铝合金双...
河岸冲刷和泥沙淤积的监测国内外研究现状
十二层带中心支撑钢结构...
酸性水汽提装置总汽提塔设计+CAD图纸
大众媒体对公共政策制定的影响
java+mysql车辆管理系统的设计+源代码
中考体育项目与体育教学合理结合的研究
电站锅炉暖风器设计任务书
杂拟谷盗体内共生菌沃尔...
当代大学生慈善意识研究+文献综述
乳业同业并购式全产业链...