- 上一篇:环形分布式邮件分拣机输送系统设计+CAD图纸
- 下一篇:Canon镜头防护盒成型工艺分析与模具设计+CAD图纸
2.2 型芯结构形式对注塑模的影响
2.2.1 整体式和组合式型芯
相对于型腔而言,型芯的形式就相对要少很多,只有整体式跟组合式之分。对于形状简单的主型芯和模板可以做成整体式,形状比较复杂或者形状虽然不复杂,但是从节省贵重钢材、减少加工工作量考虑也可采用组合式型芯。固定板和型芯可分别采用不同的材料制造和热处理,然后再通过螺钉等方式连接为一体。在成型带有一个圆孔、矩形孔或者规则多边形孔以及带有较少阶梯孔制件时,采用整体式型芯比较合适。首先,这类型芯结构相对来说比较简单,制造难度较小,容易通过基本的数控加工方式获得较高精度以及较好的表面粗糙度。其次,由于是整体式加工,其定位只需要考虑相对于整个模具的位置,固定在固定板上的指定位置即可,其安装定位相对容易,不会出现较大误差。但是这类型芯在日后的文护替换中会比较麻烦,一旦出现破损情况,就需要打开模具将整个型芯拆下进行修理或者替换,增加了文护的成本和时间。
在成型一个有多孔的塑件,塑件内部结构有多个阶梯或者塑件内部存在分段螺纹以及塑件有球形结构时,使用组合式的型芯更为合适。当塑件包含有两个及两个以上的孔,规则或者不规则布置时,如果使用一体式加工方式,那么势必要使用电火花成型等特种加工形式,不但增加了模具的成本还增加了生产周期,这对于现代模具生产来说是不合适的。对于这类模具的型芯,将多个孔型芯进行单独加工,再通过螺钉紧固或者别的连接方式将每个单独小型芯连接在主型芯上,不但减少了加工时间,而且还节约了成本(每个小型芯跟主型芯的材料可不同按需选取)。而对于含有内部侧凹槽、分段式螺纹以及中心结构有球形的塑件更是如此。下面以两个实际例子来进行说明。首先是一个球阀注塑件组合式型芯的设计。【2】如图2.1中所示的球阀注塑件,中间为球体,并且在三个方向有管件连接,大大增加了型芯的复杂程度。
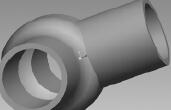
图2.1 球阀注塑件
在设计该型芯时,将型芯分解成10个部分,制造出 10个镶块再组合成最终的型芯。组合形式如图2.2所示,各型芯镶块如图2.3所示。在组合时,型芯镶块二和型芯镶块三通过插入型芯镶块四的凹槽进行固定,型芯镶块四与型芯镶块一通过螺纹连接,在型芯镶块四与型芯镶块一连接的同时,将中间型芯镶块二和型芯镶块三进行紧固,左右两侧的型芯镶块五通过螺纹连接紧固在型芯镶块三上,最终完成整个组合型芯的组装。型芯手动安放在模具中,注射完成塑件顶出后,左右型芯镶块五、型芯镶块四旋转脱出,通过对塑件的轻轻敲打,会使得其它7块较小的型芯镶块脱出,完成塑件模外抽芯。
-
UG某型汽车零件结构刚度分析
-
发动机润滑油对汽车NVH性能的影响研究
-
CAN总线引信装定数据多协...
-
ansys聚能装药与新型爆炸反...
-
MATLAB枪弹射击精度影响因...
-
ADAMS/Car轮毂电机驱动大学...
-
基于热力学模型的发动机转矩波动仿真研究
大众媒体对公共政策制定的影响
当代大学生慈善意识研究+文献综述
乳业同业并购式全产业链...
电站锅炉暖风器设计任务书
中考体育项目与体育教学合理结合的研究
酸性水汽提装置总汽提塔设计+CAD图纸
十二层带中心支撑钢结构...
java+mysql车辆管理系统的设计+源代码
河岸冲刷和泥沙淤积的监测国内外研究现状
杂拟谷盗体内共生菌沃尔...