
在钢的搅拌摩擦焊接过程中,其峰值温度在900—1200℃,所以搅拌头要具有一定的强度和韧性,能承受较高的温度并且能够传递所需要的压力和扭矩。因此,为解决搅拌摩擦焊接不能针对高强度高熔点的材料进行高效率焊接的问题,很多专家都在进行研究。其中比较有代表性的方法是多热源复合搅拌摩擦焊,主要是在一般搅拌摩擦焊装置的基础上,加上一种或多种热源进行辅助供热。复合热源主要用于提高基体焊接的温度,从而使焊件更易产生塑性变形,实现固相焊接。现在主要研发的复合热源搅拌摩擦焊技术如:感应热、平面电阻热、电弧热、激光、超声波、等离子弧等作为辅助热源的FSW技术[4]。
如果能设计出实现多热源复合搅拌摩擦焊接的装置,便可使得搅拌摩擦焊接技术在钢材焊接的领域占有一席之地,然而要实现上述热源与现有的搅拌摩擦焊装置的精密配合还需要进行不断的研究。因此对于钢的多热源复合搅拌摩擦焊接装置的研究是非常有必要而且具有深刻意义的。
1.2 搅拌摩擦焊的原理与研究现状
1.2.1 FSW焊接原理
FSW是一个固相连接的过程,其主要原理如图1.1所示[5]。在焊接的过程中,搅拌针高速地旋转并缓慢插入两工件之间的焊缝中,直到轴肩与工件相互紧密接触,两待焊工件事先用夹具夹紧。通过轴肩以及搅拌针的旋转与工件摩擦产生的摩擦热使焊缝附近的金属加热达到塑性状态,流动性增强形成稳定的流场。随着搅拌头向前移动,温度缓慢下降,塑性材料在轴肩的顶锻力和搅拌工具的搅拌作用下,被移动至搅拌工具的后面,冷却凝固后形成焊接接头[6]。
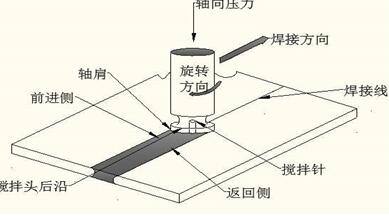
图1.1 搅拌摩擦焊焊接示意图
1.2.2 FSW焊接特点
搅拌摩擦焊是一种新型的固相连接方法,其与传统的固态焊接技术相比,焊接特点如下[7]:
(1)低耗、环保,在焊接的过程中,无需填充焊丝、焊剂和保护气体等。不会产生飞溅、烟尘及辐射来危害人体身心健康,对环境的污染较小。
(2)焊接接头的性能好,在搅拌头搅拌摩擦时,被焊接金属所受的残余应力比较低,焊接后接头处产生的残余应变小,可以获得高强度焊接接头[8]。焊接接头处通常得到的是细晶组织,几乎没有气孔、裂纹、夹渣等焊接缺陷。
(3)效率高,FSW无需提前对金属表面的氧化皮进行处理,也不需要进行预先打底焊。设备容易实现机械化、自动化,焊接速度快。
(4)应用范围比较广,FSW可用于镁合金、铝合金、铜合金、钛合金、钢等金属材料的连接,并且可应用于异种金属之间的连接,例如镁和铝、钢和铝等异种材料的连接。
(5)搅拌摩擦焊接能够实现很多种接头形式的连接,并且焊接接头的强度很高,断裂韧度也比较高。
1.2.3 FSW的研究现状
FSW作为一种先进的固相焊接手段,自从诞生以来一直被众多研究学者们关注着[9]。目前,FSW技术的研究内容主要包括焊接原理、焊接工艺和焊接装置等方面的内容。最开始只应用于铝及铝合金等低熔点材料、对接接头的焊接,到现在适用于镁合金、不锈钢、铝铜等异种材料以及搭接接头、角接头[10]、T型接头等的焊接。异种金属之间的连接技术也日渐成熟,异种金属材料的化学性能、物理性能、热性能、力学性能和断裂性能都有显著的不同。在焊接过程中容易出现很多问题,诸如焊接时容易形成氧化膜阻碍焊接的进行等问题,FSW技术很好地解决了这些问题。 616装甲钢多热源复合搅拌摩擦焊接装置研究(2):http://www.751com.cn/cailiao/lunwen_17168.html