
1.3.1 搅拌摩擦焊
搅拌摩擦焊由英国焊接研究所于1991年提出[2][3],是一种全新的高强度结合材料的焊接技术。它利用高速旋转的搅拌头与被焊材料间的摩擦热塑化材料并在轴向锻压力的热-机综合作用下,形成致密的固相连接接头。其优点:
(1)焊接接头力学性能好;
(2)焊接接头焊后残余应力和应变小;
(3)可以降低生产成本。a. 焊接过程不需要填充焊丝和保护气体; b. 焊前不需要开坡口和对材料表面的氧化层等作特殊处理; c. 搅拌摩擦焊是一种纯机械化的焊接技术, 易于实现自动化和工业产品的批量生产; d. 焊接过程中母材金属不熔化, 可以实现全位置焊接;
(4)是一种安全的焊接方法。焊接过程中无飞溅、烟尘和弧光辐射等,,对人体无危害。
搅拌摩擦焊示意图如下图1.3:
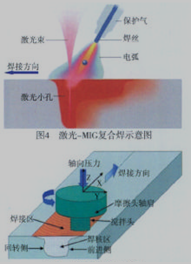
图1.3 搅拌摩擦焊示意图
搅拌摩擦焊技术最早应用于船舶行业。[2]目前澳大利亚Hyper Marine公司已将搅拌摩擦焊成功应用在铝合金快速舰船的甲板、侧板等结构件的制造。瑞典Sapa公司开发了专用制造设备,用于大型宽幅铝合金挤压型材的拼接。日本率先将搅拌摩擦焊技术应用于列车车体的快速低成本制造。
由于搅拌摩擦焊的工艺才起步不久,现在限于结构简单的构件,焊件夹持要求高,需刚性固定,焊接灵活性差而且焊接结束后存在“匙孔”,一般需要补焊或机械切除,这些问题都是搅拌摩擦焊的技术难点与瓶颈。
1.3.2 激光- 电弧焊
随着复合焊研究的进展, 参与复合焊的激光束类型和电弧类型也在不断的增多。激光-电弧复合的形式一般是气态或固态激光器与TIG、MIG 或等离子弧复合。在复合两种热源过程中, 形成了一种增强适应性的焊接方法。激光和电弧的复合使得两种热源充分发挥了各自的优势,取得了“1+1>2”的效应。文献综述
采用此焊接方式使得厚板焊接质量提高: (1)熔化金属对激光的反射率要远低于固体金属对激光的反射率。激光直接作用于熔池提高了铝合金对激光能量的吸收率, 从而增加熔深; (2)一个大的熔池在激光的作用点上移动, 减缓了铝液体的凝固速度, 使得气泡有足够的时间浮出液面, 从而有效抑制了焊缝内产生气孔的倾向; (3)MIG 焊的阴极雾化作用在激光焊之前清理了铝合金表面的氧化膜, 这使得激光焊能得到更好的焊缝成形;(4)选择恰当的MIG 焊的焊丝成分, 通过化学冶金可以使焊缝成形更好, 同时也能起到抑制焊接缺陷的作用。
激光-电弧复合高能束焊是当前最具发展潜力和广阔应用前景的轻合金熔焊技术。目前,该技术在德国和日本等发达国家研究和应用有了较大进展,最显著的是大众汽车公司的Phaeton前门上的48处激光-MIG复合焊缝。[2]
1.4 课题研究内容
本课题主要探究高强装甲铝合金的中厚板高效化焊接,针对60mm厚5A06铝合金,采用新型的双脉冲MIG焊接工艺方法,自动焊接装置,对5A06铝合金进行焊接工艺研究。通过试验研究不同焊接工艺规范参数对焊缝成型的影响,并在焊接过程对焊接参数的进行在线调整,得到焊接接头。利用金相显微镜观察焊接接头的微观组织,通过宏观成型和微观组织的分析,对焊缝的焊接质量进行评估。本文主要研究以下内容:
(1)对5A06铝合金进行堆焊焊接工艺研究,通过对焊接电流,焊接电压以及低频频率的控制和匹配,进行分组实验,然后对各组实验焊缝的表面成型和焊接接头的熔深、熔宽进行对比,选择一组合适的焊接工艺参数进行对接焊接试验 高强铝合金中厚板双脉冲熔化焊接工艺试验研究(3):http://www.751com.cn/cailiao/lunwen_76640.html