- 上一篇:取料机械手设计+文献综述
- 下一篇:RSSR弹道修正弹电动舵机的结构设计及分析
冷冲压技术的普及程度很高,既能加工金属零件,也能加工非金属零件,在如今的生产行业中都有很重要的地位。冷冲压工艺的加工生产率极高,没有其他加工方法可以超过它【2】,所以大大降低了产品的生产周期,从而节省了人力物力等等,经济效益显著增大。并且它的材料利用率也非常高,甚至边角余料也可被利用,也能适应绿色发展,节省资源的时代潮流。
因为冷冲压技术的强力发展,而作为冷冲压工艺的重要工艺设备的冲压模具这一行业,在现代工业生产中也占据了极其重要位置,所以模具的设计与制造也急需利用高新技术来进步发展。目前制造冲压模具的材料大多以钢材为主,例如碳素工具钢、低合金工具钢等【16】;而随着模具业的进步,硬质合金钢也开始被广泛用于制造模具,并且硬质合金钢的各方面力学性能都强于碳素钢,所以利用它制造的模具寿命更长,受热处理影响小,是比较理想的模具材料。因而可以看出,要想加强模具的竞争力,对于模具制造的材料的要求非常严格,不仅要求材料的硬度大、强度高和耐磨性强,还要有一定的韧性,并且淬透性也要很高,同时具备热处理不变形和淬火时不易开裂等性能。只有合理的材料和热处理工艺才能保证模具的使用寿命。
1.2 国内外冲模的发展现状
1.3 设计的主要工作
本课题针对企业产品的生产需要,要求学生在对插销座板工艺性分析的基础上,首先完成零件的结构、尺寸、精度等设计,其次进行插销座板的冲压成形工艺设计,然后选择两道工序进行冲压模具设计,并完成模具加工工艺规程的制定。通过模具设计这样一个典型环节综合训练,达到综合训练学生运用所学知识,解决工程实际问题的能力。
本课题的任务内容是要求在完成插销座板冷冲压工艺设计的基础上,选择两道工序进行冲压模具设计,以此为基础,完成模具制造的工艺设计。
冷冲模具的主要工作为:
(1)调查研究、查阅及翻译文献资料,撰写开题报告;
(2)根据产品使用要求进行冲压件设计;
(3)零件冷冲压工艺设计;
(4)模具总体方案论证;
(5)模具装配图及全部零件图;
(6)模具制造工艺;
(7)文档整理、撰写毕业设计说明书及使用说明书。
2 工艺设计
2.1 工艺性分析
2.1.1 冲压件的结构
工件的零件图(CAD三视图)如下图2.1所示:
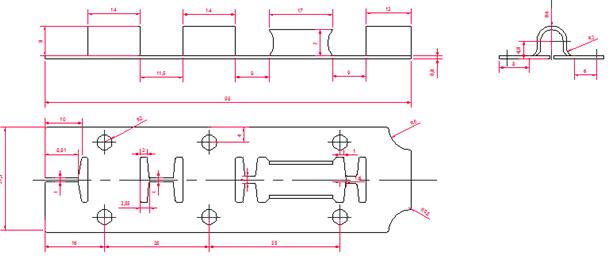
图2.1 插销座板三视图
零件材料选用:不锈钢1Cr13,有很高的强度和耐磨性;
材料厚度:0.8mm。
2.1.2 材料分析
材料名称:不锈钢1Cr13。
其力学性能见下表2.1:
表2.1 材料力学性能
材料名称
牌号
材料状态 抗剪强度
τ
/MPa 抗拉强度
σ
/MPa 延伸率
δ
/% 屈服强度
σ
/MPa
不锈钢
1Cr13
已退火的
314~373
392~461
21
412
2.1.3 结构分析
该零件结构较为简单,上下对称, 有利于工件的成型弯曲。
工件的弯曲附近有最先冲出的751个 的小孔。为了避免在弯曲成型时材料的流动而导致孔变形,必须使这些孔分布在变形区以外的材料部分。
-
发动机润滑油对汽车NVH性能的影响研究
-
单体液压支柱密封质量检测仪的设计+CAD图纸
-
QCS014液压实验台的改造+CAD图纸+程序
-
MATLAB某反后坐装置的优化设计
-
满足国际公约的炮射通用...
-
基于示功图的自由活塞发动机燃烧过程分析
-
基于热力学模型的发动机转矩波动仿真研究
杂拟谷盗体内共生菌沃尔...
十二层带中心支撑钢结构...
当代大学生慈善意识研究+文献综述
酸性水汽提装置总汽提塔设计+CAD图纸
河岸冲刷和泥沙淤积的监测国内外研究现状
java+mysql车辆管理系统的设计+源代码
乳业同业并购式全产业链...
大众媒体对公共政策制定的影响
中考体育项目与体育教学合理结合的研究
电站锅炉暖风器设计任务书