- 上一篇:基于Fluent模拟的空压机散热设计
- 下一篇:继电器盒注塑模设计+CAD图纸
(3)装置的主要技术参数
a. 毛坯件(如图2.1所示):毛坯件是一块长宽均为80MM,厚度为4MM的塑料块。
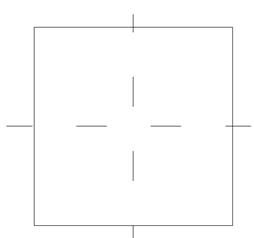
图2.1 毛坯件
b. 成品件(如图2.2所示):成品件是将毛坯件热熔成一块长宽均为80MM,厚度为4MM的塑料块,其中在距水平和垂直方向7MM的位置分布4个直径为5MM的孔,孔深为2MM。
图2.2 成品件
2.2 气动式热熔成型装置工作原理
本设备是通过一个带有导向的移动拖板,拖板上装有产品的模具,在推动拖板过程中锁紧气缸缩回,移动拖板把产品送到固定位子;同时锁紧气缸伸出锁紧装有产品的移动拖板;上气缸伸出把产品压紧、电加热装置进行电加热。加热结束,上气缸释放使加热装置脱离加热产品,锁紧气缸缩回,移动拖板下的扁平气缸伸出推出移动拖板,操作员取出产品。整个过程自动完成。每个工序的动作是通过连接在气缸上的行程开关来监视其工作状态,行程开关把各道工序到位的信号,传送到电控柜的PLC和控制板,通过电控柜的PLC控制和控制板发出各种指令,完成收回上压气缸、退还锁紧气缸、停止电加热器加热等工步,扁平气缸顶出装有模具的移动拖板,操作员拿出完成产品,最终完成一整套循环动作。
3.气动式热熔成型装置的方案拟定
3.1 热熔成型装置的组成
为确保本装置自动化成型和成型精度,本设备应由机械装置、传动装置、控制装置和检测装置等重要部件组成。
3.1.1机械装置
机械装置包括送料装置、压紧成型装置和机架。
送料装置是通过一个带有导向的移动拖板,拖板上装有产品的模具,在推动拖板过程中锁紧气缸缩回,移动拖板把产品送到固定位子;同时锁紧气缸伸出锁紧装有产品的移动拖板。
压紧成型装置是通过上气缸伸出把产品压紧、电加热装置进行电加热。加热结束,上气缸释放使加热装置脱离加热产品,锁紧气缸缩回,移动拖板下的扁平气缸伸出推出移动拖板,操作员取出产品,整个过程自动完成。
送料装置、压紧成型装置和机架的二文图如CAD图纸所示。
3.1.2传动装置
课题设计要点中装置工作压力为0.6MPa,故传动装置只能选择气压传动,液压传动的工作压力范围不符合要求。
3.1.3控制装置
PLC的全称为可编程逻辑控制器(Programmable Logic Controller,PLC),它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
特点:
a. 使用方便,编程简单;
b. 功能强,性能价格比高;
c. 硬件配套齐全,用户使用方便,适应性强;
d. 可靠性高,抗干扰能力强;
e. 系统的设计、安装、调试工作量少;
f. 文修工作量小,文修方便。
由PLC技术看出,可编程逻辑控制器使用方便,编程简单,可靠性高,抗干扰能力强,符合本课题的控制要求,因此选择PLC控制。
3.1.4检测装置
本装置中需要对传动装置进行控制、定位,便于将信号传送给控制装置进行控制。本装置中用行程开关来检测传动装置是否到达预定位置。
3.2 热熔成型装置的总体布局
3.2.1 热熔成型装置动作循环的方案拟定
本装置是通过一个带有导向的移动工作台,工作台上装有产品的模具,在推动工作台过程中锁紧气缸缩回,移动工作台把毛坯件送到固定位置;同时锁紧气缸伸出锁紧装有毛坯件的移动工作台;压紧成型装置伸出把毛坯件压紧、加热装置进行加热。加热结束后,压紧成型装置释放使加热装置脱离加热产品,锁紧气缸缩回,移动工作台退出,操作员取出成品件。
-
汽车后桥横臂式悬挂系统设计+CAD图纸
-
带式转载机设计+CAD图纸
-
Solidworks95式步枪智能化导轨设计
-
ADAMS/Car轮毂电机驱动大学...
-
CATIA小型履带式机器人底盘...
-
Pro/E房车手刹双棘轮式机构设计及分析
-
麦弗逊式滑柱连杆式独立悬架设计
乳业同业并购式全产业链...
河岸冲刷和泥沙淤积的监测国内外研究现状
酸性水汽提装置总汽提塔设计+CAD图纸
java+mysql车辆管理系统的设计+源代码
电站锅炉暖风器设计任务书
当代大学生慈善意识研究+文献综述
杂拟谷盗体内共生菌沃尔...
十二层带中心支撑钢结构...
中考体育项目与体育教学合理结合的研究
大众媒体对公共政策制定的影响