- 上一篇:80t级通用棚车总体设计方案
- 下一篇:塑料防护罩成型工艺分析与模具设计+CAD图纸
塑件2D图纸 塑件3D图纸
1.1 塑件的分析
(1)外形尺寸。该塑件的最大几何尺寸为34.00×26.50×12.52,该塑件壁厚相对比较不均,但有适当的过渡,以改善塑件壁厚,其平均壁厚约为2.99mm,最大壁厚为6.41mm(壁厚由NX“塑模部件验证”命令得出,如图1.3),塑件外形尺寸不大,塑料熔体流程不太大,适合于注射成型。
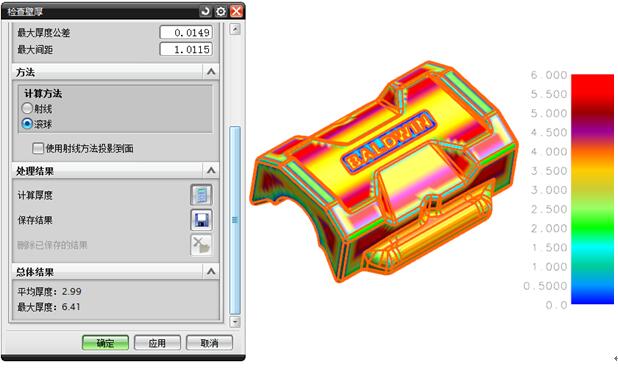
图1.3 塑件的壁厚分析
(2)精度等级。塑件图纸公差栏已给出每个尺寸的公差都为 0.127( ),其精度等级较高。
(3)脱模斜度。POM的成型性能良好,成型收缩率较大,由脱模斜度的推荐值取成型该塑件所需要的脱模斜度为2°,观察该塑件,塑件的内表面是圆弧形和斜面,故型芯不需要脱模斜度,在塑件的外表面是平面,又与脱模方向平行,因此型腔需要脱模斜度。
1.2 POM工程塑料的性能分析
POM(Polyoxymethylene)聚甲醛学名聚氧化聚甲醛(简称POM),又称赛钢、特钢。它是以甲醛等为原料聚合所得。是一种没有侧基、高密度、高结晶的线型聚合物,具有优异的综合性能。它是继尼龙之后发展的优良树脂品种,分子结构规整和结晶性使其物理机械性能十分优异,有金属塑料之称。按其分子链中化学结构的不同可以分为均聚甲醛和共聚甲醛两种。
两者的重要区别是:均聚甲醛密度、结晶度、熔点都高,但是热稳定性差,加工温度范围窄(约10℃),对酸碱稳定性略低;共聚甲醛密度、结晶度、熔点、强度都较低,但是热稳定性好,不容易分解,加工温度范围宽(50℃),对酸碱的稳定性较好。
1.2.1 POM使用性能
聚甲醛是一种表面光滑、有光泽的硬而致密的材料,淡黄或白色,薄壁部分呈半透明。燃烧特性为容易燃烧,离火后继续燃烧,火焰上端呈黄色,下端呈兰色,发生熔融滴落现象,有强烈的刺激性甲醛、鱼腥。聚甲醛为白色粉末,一般不透明,着色性好,它的力学、机械性能与铜、锌极其相似,可以在-40℃~100℃温度范围内长期使用,它的耐磨性和自润滑性也比绝大多数工程塑料优越,又有良好的耐油、耐过氧化物性能。但是不耐酸、不耐强碱和不耐日光紫外线的辐射。
聚甲醛的拉伸强度达到70Mpa,吸水性小、尺寸稳定、高光泽,这些性能都比尼龙好。聚甲醛为高结晶的树脂,在热塑性树脂中是最坚韧的。其抗张强度、弯曲强度、耐疲劳性强度均高,耐磨性和电性能优良。
聚甲醛的缺点:受强酸侵蚀,耐侯性差,粘合性差,热分解与软化温度接近,因此熔融加工比较困难。极限氧指数为塑料中最小,比较容易燃烧。
1.2.2 POM的成型性能
1)结晶性料,熔融范围很窄,熔融或凝固速度快,结晶化速度快,料温稍低于熔融温度即发生结晶化,流动性下降。
2)热敏性强,极易分解,分解温度为240℃,但200℃中滞留30min以上也会发生分解,分解时产生有刺激性、腐蚀性气体。
3)流动性中等,溢边值为0.04mm左右,流动性对温度变化不敏感,但对注射压力变化敏感。
4)结晶度高,结晶化时体积变化大,成型收缩范围大,收缩率大。
5)吸湿性低,水分对成型影响极小,一般可不干燥处理,但为了防止树脂表面黏附水分不利成型,加工前可进行干燥并起预热作用,特别对大面积薄壁塑件,改善塑件表面光泽有较好效果,干燥条件一般用烘箱加热,温度为90℃~100℃,时间4h,料层厚度30mm。
6)宜用螺杆式注射机成型,余料不宜过多和滞留太长,一般塑件克量不应超过注射机注射克量的75%,或取注射容量与料筒容量之值为1:10~1:6.料筒喷嘴等务必防止有死角、间隙,而滞料、预塑时螺杆转速宜取低,并宜用单头、全螺纹、等距、压缩突变型螺杆。