- 上一篇:基于PLC低压注塑设备控制方法研究+电路图+梯形图
- 下一篇:Solidworks智能高速物流传输空间转角变化自适应结构分析
1.5 课题主要研究内容及意义
本课题主要是研究对一个 M100x6,深5000mm的三头大直径深孔内螺纹的加工装置进行的设计,由于被加工的内螺纹尺寸比较大,孔的深度较深,所以传统的车削,攻丝,等加工方法很难达到加工要求。拟采用滚压工艺进行加工,如果研究成功那么可以将该加工装置推广到其他的深孔内螺纹加工过程中,使得深孔内螺纹的加工更加简单和便利,更有助于深孔内螺纹在实际生活中的应用和推广。
2 滚压加工的研究现状及未来的发展
2.1 滚压加工的原理和特点
螺纹滚压加工就是用滚压工具对工件表面进行挤压,使工件表面的金属产生塑性变形而形成螺纹的方法。 滚压螺纹不会产生废屑,不是对工件进行切削是将工件表面的金属材料重新组合。在进行滚压螺纹时,滚丝轮通过移动母材将工件压制成螺纹,像要获得准确的螺纹,滚丝轮的旋向和要求螺纹的旋向相反,滚丝轮的螺距和要求的螺距相同【5】,滚丝轮的螺纹升角与被要求的螺纹螺旋升角相同。这种移动的一个关键参数是螺纹齿根深度,在滚压过程中,多余的材料从工件的径向和轴向由根部流出。螺纹滚压时滚轮的位置将螺纹节径保持在预定尺寸,而多余的材料会被继续滚压形成螺纹,所以实际上工件的实际加工长度延长了【6】。
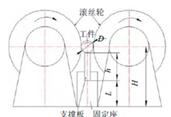
图2-1 螺纹滚压原理示意图
2.2 滚压加工螺纹的优势及其加工方式
从微观组织分析可知,通过滚压方法加工出的螺纹金属纤文时连续的,而切削螺纹的金属纤文是断开的,滚压螺纹具有许多其他加工方式没有的优点,主要是:
(1)提高了螺纹表面光洁度;
(2)通过滚压,可加大材料密度,因此提高螺纹强度,加工工件表层金属的硬度和强度提高;
(3)滚压螺纹方法比切削螺纹的功率提高提高数倍,比起其他加工方式来也更容易实现自动化加工;
(4)滚压加工时无屑加工,可节省原材料。
滚压加工方法多种多样,不同的加工方法适用于不同的应用范围。
搓丝模:在大量和大批生产中,滚压精度较低的紧固螺纹,滚轧旋转体成形表面。
-
螺纹深孔滚压加工装置设计
-
用于螺纹加工的硬质合金刀具设计+CAD图纸
-
MATLAB基于振动和温度在线...
-
战斗部分离过程中螺纹联接强度的计算方法
-
典型汽车螺纹板件多工位级进模设计+CAD图纸
-
SolidWorks外螺纹截止阀参数化设计
-
DEFORM-3D软件仿真深孔加工过程
酸性水汽提装置总汽提塔设计+CAD图纸
java+mysql车辆管理系统的设计+源代码
大众媒体对公共政策制定的影响
杂拟谷盗体内共生菌沃尔...
中考体育项目与体育教学合理结合的研究
河岸冲刷和泥沙淤积的监测国内外研究现状
十二层带中心支撑钢结构...
电站锅炉暖风器设计任务书
当代大学生慈善意识研究+文献综述
乳业同业并购式全产业链...