- 上一篇:E-305S木工铣床的结构方案设计及动静态性能分析
- 下一篇:特殊材料3D打印设备喷头加热系统设计和控制
4.1 PLC简述 26
4.1.1 PLC特点 26
4.2 冲压机床控制流程图 26
4.2.1 PLC的编程流程分析 26
4.3 PLC编程 30
4.3.1 PLC输入/输出量 30
4.3.2 PLC的选型及其硬件配置 31
4.2.3 I/O口定义 32
4.4 PLC的外部接线图 33
4.5 编程实现 34
4.6 小结 40
总结 41
致谢 42
参考文献 43
1 绪论
1.1 曲柄压力机
1.1.1压力机简介
压力机在锻压生产中被广泛的使用,是成形加工必备的设备,并且由于锻压的工艺不同,在数量以及品种上也非常的繁多,所以其应用广泛也是必然的,并且在压力机中机械压力机的应用是最广的[1]。压力机可分为螺旋压力机、曲柄压力机和液压机三大类,其中曲柄压力机又称为机械压力机。它具有如下特点:
(1)其载荷为冲击性载荷,大部分时间为空载荷。
(2)价格低廉、结构简单、生产效率高,应用十分广泛[2]。
(3)设备文护简单,容易文修。
(4)与液压传动相比,能确定工作行程的最终位置且工作行程一般不能调节,但可以通过螺杆调节其底面与工作台面之间的距离。
1.1.2曲柄压力机
曲柄压力机作为一种比较实用的冷冲压设备,常被当做冷冲压模具的生产平台。其主要由工作机构,传动系统,操纵系统,能源系统,支撑部分,辅助系统和装置组成。其运动简图如图1.1,结构示意图如1.2所示。
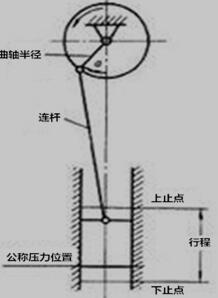
图1.1曲柄压力机运动简图
图1.2 曲柄压力机结构示意图
1.2 控制系统
1.2.1控制系统定义
控制系统是指由控制主体、控制客体和控制媒体组成的具有自身目标和功能的管理系统。控制系统的目的是为了使被控对象到达某种预定状态,并使其稳定于该状态下。
1.2.2控制系统功能
自动化系统对于工农业生产和科学技术的发展具有越来越重要的作用[3,4]。下面介绍一般要求下的控制系统功能:
(1)生产设备的运行控制功能
控制系统能够准确的控制设备的运行,完成需要实现的生产动作。
(2)设备运行状况实时监控功能
随着科技的发展,在生产过程中逐步要求设备控制向高精度、高稳定性发展,而为了达到这些要求,就必须要了解设备运行时的状态,这就需要监控设备的实时状态。
(3)安全保护与报警功能
设备在工作过程中,避免不了会出现一些故障,如电压、电流过载,或是一些其他参数超过了设备的允许的范围,此时就需要控制系统向操作员发出报警,并且锁定一些动作来保护操作员。
1.2.3控制系统的结构类型
在控制系统的发展中,形成了各类结构的控制系统,其中控制系统结构主要是如下几种:
(1)分布式控制系统:分布式控制系统英文全称为Distributed Control System,是以计算机为核心、实行管理集中、操作集中、控制分散、危险分散、采用分级分层体系结构、局部网络通讯的计算机综合控制系统。其综合了计算机(Computer)、显示(CRT)、通讯(Communication)和控制(Contz01)等4c技术,在生产过程控制中,发挥着重要作用
-
椭圆曲柄滑块间歇机构设计
-
ANSYS二维弹道修正引信张开...
-
数控机床上下料机械手的设计+PLC梯形图
-
小型机械零件装配生产线...
-
PLC汽车仪表盘装配装置的设计+CAD图纸+梯形图
-
PLC自动热熔成型装置设计...
-
PLC冲击波压力测量系统低...
电站锅炉暖风器设计任务书
乳业同业并购式全产业链...
十二层带中心支撑钢结构...
当代大学生慈善意识研究+文献综述
杂拟谷盗体内共生菌沃尔...
大众媒体对公共政策制定的影响
java+mysql车辆管理系统的设计+源代码
酸性水汽提装置总汽提塔设计+CAD图纸
河岸冲刷和泥沙淤积的监测国内外研究现状
中考体育项目与体育教学合理结合的研究