- 上一篇:典型汽车螺纹板件多工位级进模设计+CAD图纸
- 下一篇:导电杆绝缘包扎设备的绕包放卷机构及加热装置设计+CAD图纸
在我国,刷镀技术较为广泛健全,但是更多的还是依赖相对应的技术人员。而对于大型部件的刷镀工序上,就逐渐显示出了人工刷镀的弊端,效率偏低,同时也需要消耗更多的人力物力。拿铁轨刷镀来讲,我国现有的标准铁轨有12.5米和25米的两种,单单对一节铁轨进行传统形式的刷镀就需要多人同时操作,而且对于刷镀的精度要求也较高。若采用自动刷镀,则只需要设置好刷镀的要求,让机器代替人工操作即可。这也正是我国现如今刷镀领域需解决的一个很大的问题。
1.3 本课题的指导思想
在对自动刷镀机的功效和性能指标进行分析的基础上,从其坐标形式、驱动方式、以及强度和刚度校核之后,对车体的结构进行相对精确的设计,对驱动电机和减速电机进行选择,最后画出相应的NX三维视图,将选择好的部件在图中进行装配。
2 功能分析及性能指标
2.1 功能分析
本课题所要设计的大体内容可概括为:设计可带动刷镀装置运行的自动化铁轨小车,以发电机带动减速电机(直流)驱动小车后侧两轮前行,给予刷镀电源供电,完成自动化铁轨刷镀的工序。
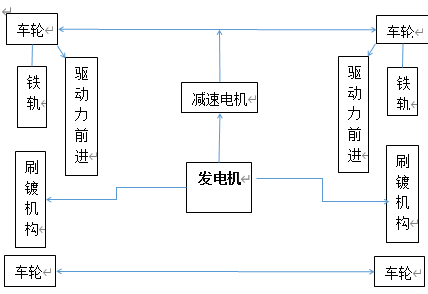
根据以上分析,结合任务书中所给要求,拟定小车结构形式,设计操作回路来完成小车的整体内容,为完成整体回路,需要细分车体结构,以及部件的连接,以此来完成车体的整体设计,以下为小车的整体结构配合示意图。
图4 自动刷镀机结构图
2.2 自动刷镀机需要达到的性能指标
自动刷镀机承重参数,本次设计要求的驱动负载最大为800kg,所以刷镀车体的最大承重参数设定为800kg。
(1)基本参数:
目标车体规格:长1800mm,宽1500mm,高700mm;
水平移动:设备转移速度:30m/分钟;
工作行走速度范围:1-2m/分钟;
(2)车体设计要求:
车身刚度足够,能够支撑设备全重800kg;
具备脱机功能,能够人工推动小车在铁轨上移动;
车身可拼接,且强度刚度足够;
具有制动功能,可以在坡道上移动;
-
solidworks陶鲁斯pt24/7纯双动...
-
Pro/E轿车车门自动开关系统设计
-
XY工作平台电路接插件质量...
-
40mm3连发自动炮开关闩机构与击发机构设计
-
SolidWorks40mm的3连发自动炮炮身设计
-
水下发射弹药自动扶正系统设计+图纸
-
40mm的3连发自动炮供输弹机构设计
当代大学生慈善意识研究+文献综述
大众媒体对公共政策制定的影响
十二层带中心支撑钢结构...
乳业同业并购式全产业链...
杂拟谷盗体内共生菌沃尔...
中考体育项目与体育教学合理结合的研究
酸性水汽提装置总汽提塔设计+CAD图纸
河岸冲刷和泥沙淤积的监测国内外研究现状
java+mysql车辆管理系统的设计+源代码
电站锅炉暖风器设计任务书