- 上一篇:NdYAG透明激光陶瓷粉体的喷雾造粒制备及性能研究
- 下一篇:延迟焦化工艺PLC焦化装置自控设计
4.5.1 创建工具 26
4.5.2 定义工具框 27
4.5.3 在笛卡尔坐标系中定义工具中心点 28
4.5.4 编辑工具数据 29
4.5.5 编程 30
4.5.6 机器人当前位置显示 31
4.5.7 机械手测试 32
5 基于Factorytalk View Studio的人机界面设计 34
5.1 FACTORYTALK VIEW STUDIO介绍 34
5.2 创建FACTORYTALK VIEW STUDIO步骤 34
课程设计总结 38
致答谢词 39
参考文献 40
1 绪论
1.1 研究背景
我国的工业发展及自动化应用水平与工业发达国家相比有几十年的滞后,按目前的经济形势分析,我国将迎来一个PLC市场高速增长的时期。基于中国经济稳定迅速增长的现状,今后若干年内中国PLC市场将保持持续高速增长。相关数据显示,初步估计目前在我国本土销售的PLC总量为30~40亿元人民币(不含随进口主设备配套的PLC),年增长率为15~20%。巨大的市场需求为发展PLC业务提供了难得的历史机遇,国内有实力的自动化公司应充分利用在市场、技术、行业影响和品牌等方面的积累,大力拓展PLC业务,使国产PLC早日成为中国PLC市场的主要参与者之一。
目前,世界上有200多厂家生产300多品种PLC产品,主要应用在汽车(23%)、粮食加工(16.4%)、化学/制药(14.6%)、金属/矿山(11.5%)、纸浆/造纸(11.3%)等行业。
在我国应用的PLC,几乎涵盖了世界所有的品牌,呈现八国联军的态势,但从行业上分,有各自的势力范围。大中型集控系统采用欧美PLC居多,小型控制系统、机床、设备单体自动化及OEM产品采用日本的PLC居多。欧美PLC在网络和软件方面具有优势,而日本PLC在灵活性和价位方面占优势。我国的PLC供应渠道,主要有制造商、分销商(代理商)、系统集成商、OEM用户、最终用户。其中,大部分PLC是通过分销商和系统集成商达到最终用户的。
人们之所以认为亨利福特发明了汽车生产线是因为福特的想法和改进。福特的装配线实际上是基于一个屠宰场的流水线。而旧生产线的汽车可能是第一个,亨利福特的装配线是建立在基本相同的理念和高效得多。福特的生产线工人到一个特定的生产任务分配。每个任务都有一个生产站。一辆车可以到达车站,和工人将执行指定的任务——一遍又一遍的在每一辆迎面而来的。因为每个工人都有任务和工作的时间只有一辆车,这意着数百辆汽车是同时建造的。
1.2 研究对象
汽车生产流水线装配单元工艺流程:
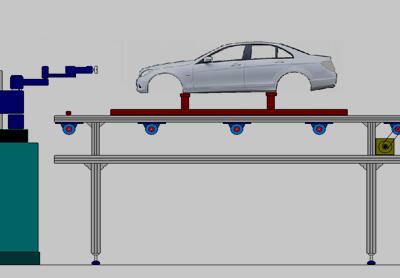
图1.1 汽车流水线装配过程
在本方案中选择CompactLogix作为处理器,采用DeviceNet作为现场总线方式,通过以太网实现与监层控连接。CompactLogix通过内置的100Mbps EtherNet/IP实时工业控制以太网接口与HMI触摸屏(PanelView Plus)和信息层通讯,通过DeviceNet工业现场总线连接现场设备(如变频器,分布式电机控制器ArmorStart,智能软起,智能电机保护继电器E3 Plus)和分布式I/O。
-
MCGS对PLC的监控系统设计+梯形图
-
PLC在机械手控制中的应用设计+梯形图
-
触摸屏在PLC控制系统中的应用设计+梯形图
-
电梯PLC控制系统设计+梯形图
-
车载CAN总线在混合动力汽车控制单元中的应用
-
PLC超精加工零件的非接触...
-
螺母内螺旋滚道非接触式自动检测技术研究
乳业同业并购式全产业链...
酸性水汽提装置总汽提塔设计+CAD图纸
河岸冲刷和泥沙淤积的监测国内外研究现状
电站锅炉暖风器设计任务书
大众媒体对公共政策制定的影响
十二层带中心支撑钢结构...
杂拟谷盗体内共生菌沃尔...
中考体育项目与体育教学合理结合的研究
当代大学生慈善意识研究+文献综述
java+mysql车辆管理系统的设计+源代码