- 上一篇:PID控制器中的参数设计+程序
- 下一篇:轨道不平顺下列车动力学性能分析研究
4.6.1软件设计流程图 26
4.6.2程序 28
结束语 34
致谢 35
参考文献 36
附录 37
第1章 绪论
1.1课题背景
现如今,通过计算机来实现工业通信的控制是越来越多了,工业中用来控制的计算机,PLC,智能仪表,在许多工业制造中的使用是不可忽略的,可以说是非常的广泛。在一个通信系统中连接了许多不同的设备,他们之间都能够实现数据交换,通过这些成功实现了分散控制和集中管理。可以说这个实现是计算机通信控制系统一个重要发展方向,因此,通过PLC通讯与计算机建立通信,或者说上位机与下位机的通信在工业控制中是相当重要的。是我们现在研究的重要方向。说到通信的话,通信方式分串行通信和并行通信。
在电信行业的动力配电通信系统中,要求把开关信号和电参量的状态迅速地反馈出来然后进行控制,要求在现场的上位机与下位机之间进行可靠的数据通信。本次设计的课题则是用有安装STEP 7-Micro/WIN 32软件的PC机作为本次通信的上位机,下位机则是用一个有40个输入/输出端口的西门子CPU226的S7-200PLC 。本文通过介绍了通信系统的硬件部分,通信端口RS-232,RS-485.和通讯口存储器字节SMB86~SMB94。介绍了通信协议,通信方式,并且着重介绍了实现通信功能的软件部分。软件部分包含了指令介绍,流程图,程序设计等等。
1.2国内外研究现状与水平
随着工业控制系统走向网络化和分布化,通信技术和网络技术迅速地发展成为工业自动化控制技术的核心内容之一。工厂生产管理系统和生产控制单元之间、控制器与各种生产设备之间的信息传输成为工业企业的命脉,工业生产过程中的通信技术已成为工业自动化控制技术中不可或缺的重要部分。从现场总线、工业以太网到工业无线通信,标准之争已经成为各大国际性企业战略性竞争手段。而在市场空间巨大的中国市场,各大国际工业通信标准纷至沓来、扎根中国,中国自主工业通信标准也在萌芽中发展。在一个邻域形成了多个公司或组织联合开发、联合应用的趋势,如西门子、艾默生、ABB等多家大型跨国公司共同研发WirelessHART工业无线技术,由于自动化控制系统的规模越来越大,新老系统的兼容、各种控制技术与通信技术以及相关产品之间的共存、互操作、通信安全、信息的纵向和横向集成也是工业自动化领域的发展重点。
第2章 硬件部分
2.1上位机、下位机的硬件连接方式
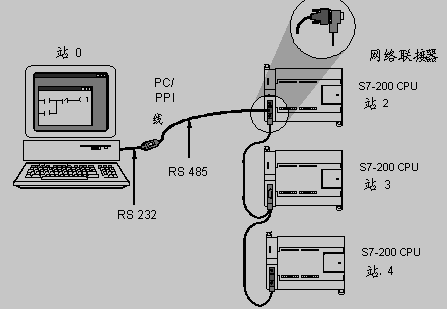
图2-1:主站与多个从站连接图
在现在的工业控制系统中, PC与PLC之间通常会采用主从方式来建立通信,以此避免通信的时候各个通信线路的干扰。一般使用计算机(PC)作为上位机来负责完成数据处理分析或存储、显示,控制功能和打印输出等功能以实现在工厂中不在一起的设备进行控制和实时监测。而PLC就作为系统的下位机,负责执行上位机的现场信息采集和设备开关,输出指令,运转状态识别等任务。
S7-200PLC的通信口是RS-485,但是现在使用的PC机的通信口(COM)使用的是RS-232,显然这两个通信口的电气规范并不兼容,需要使用专门同来通信的电缆。PC/PPI实则就是一根用来连接RS-232与RS-485的电缆。为了使PLC的串行口能与RS 232接口通信,必须将串行口的输入/输出电平进行转换。
2.2 硬件介绍
2.2.1 PC/PPI线介绍:PC/PPI
S7-200PLC的通信口是RS-485,但是现在使用的PC机的通信口(COM)使用的是RS-232,显然这两个通信口的电气规范并不兼容,需要使用专门同来通信的电缆。PC/PPI实则就是一根用来连接RS-232与RS-485的电缆。